Final report for GNE21-273
Project Information
New Jersey (NJ) squash farmers suffer million-dollar economic losses annually from unsold squashes. To improve the sustainability of squash farming in NJ, we attempted to rebrand and increase the utilization of squashes by developing squash noodle-based value-added low-carb healthy meal solutions, packed in 100% recyclable trays with functional and convenient microperforated peel-reseal lidding films, as shown in Fig. 1. Our research focused on optimizing the performance of peel-reseal lidding films, understanding the respiration of squash noodles, and designing an effective modified atmosphere packaging (MAP) with a convenient peel-reseal feature. From our study, we successfully developed the peel-reseal lidding film by overcoming the whitening of pressure-sensitive adhesive and loss of adhesion, and we successfully designed MAP to maintain squash noodles quality. Our research provided farmers with a solution to convert unsold squashes to value-added healthy products and with insights to improve the quality and shelf-life of squash noodles from the state of art.

Fig. 1 Product illustration: squash noodles packed in trays with microperforated peel-reseal lidding films
The main objective was to increase the marketability and utilization of squashes grown in NJ by developing squash-noodle-based value-added low-carb healthy meal solutions, packed in 100% recyclable trays with functional and convenient microperforated peel-reseal lidding films. To achieve this objective, our project overcame the challenges in squash noodles packaging and storage. Listed below are two milestones.
- We optimized the performance of peel-reseal lidding films. What limited the application of peel-reseal films in fresh produce packaging is the whitening of pressure-sensitive adhesive (PSA) and the loss of adhesion, due to PSA’s contact with the respiratory condensates from fresh produce. Therefore, we screened suitable PSAs, developed methods to prevent PSA whitening, and optimized the adhesion strength to develop peel-reseal films for squash noodles packaging.
- We designed Modified Atmosphere Packaging (MAP) with microperforated peel-reseal films to retain the quality of squash noodles and extend the shelf-life. Compared to squash cut into cubes or chips, squash noodles have more surface area exposed to air and more plant tissues damaged during processing, resulting in faster respiration rates, senescence, and shorter shelf-life. Therefore, we designed films with proper perforations to maintain the optimum gas levels in the package, and we evaluated the effect of MAP on quality retention of squash noodles.
The purpose of this project was to increase the marketability and utilization of squashes grown in New Jersey (NJ) by developing a squash-based value-added low-carb healthy meal solution, packed in 100% recyclable trays with functional and convenient peel-reseal lidding films. The peel-reseal lidding film was microperforated to modify the atmosphere inside the tray to help protect quality and extend shelf-life. We envisioned our product to be nutritious, healthy, and able to provide additional functions including branding, convenience, freshness, and visibility, which could help NJ farmers rebrand squashes and utilize them to their full potential.
New Jersey squash production and sales
Squash is an important crop in New Jersey, grown on 3,800 acres with a value of $11,056,000 in 2020[1]. However, the utilization of squashes in NJ has been declining since 2016, as shown in Fig. 2. As a result, squash farmers in NJ are experiencing significant but still growing economic losses from squashes that are harvested but unsold, as shown in Fig. 3, from theoretically 0 in 2016, since all squashes were utilized, to around 2 million dollars in 2019-2020. In 2020 alone, 4,560,000 pounds of squashes (equals to $2,106,720), accounting for 16% of total squash produced, were unsold[1]. The economic losses are impairing the sustainability of squash farming in NJ and impacting the wider agricultural communities.
Our solution for sustainable agriculture
Our solution was to add value to local squashes by developing healthy meal solutions based on squash noodles—squashes cut into the shape of spiral noodles—and packing the product in 100% recyclable trays with microperforated peel-reseal lidding films.
The value of squashes is multiplied when the squashes are produced into noodles. Noodles made from butternut squashes and zucchinis are considered as low-carb alternatives for pasta or noodles, as they contain only about 1/3–1/10 of the carbohydrates and Calories in pasta, as shown in Fig. 4. Moreover, squash is gluten-free, and rich in nutrients such as potassium, zinc, vitamin C, dietary fiber, and antioxidants such as zeaxanthin, lutein, and beta-carotene[2]. Therefore, squash noodles offer great value for customers, especially the expanding single households and millennial groups, who are constantly looking for healthier meal solutions that are prepared, convenient, and requiring minimal kitchen activities[3]. By packing the product in 100% recyclable trays with microperforated peel-reseal lidding films, we can add more value to squash noodles, as it brings customers convenience, freshness, quality, shelf-life extension, and ties in customers’ growing environmental awareness. With all the added value, NJ farmers can rebrand and increase the marketability of local squashes, reduce their economic losses from unsold squashes, and achieve a more sustainable agriculture.
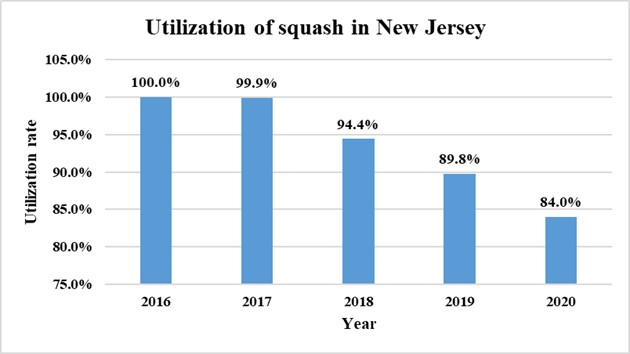
Fig. 2
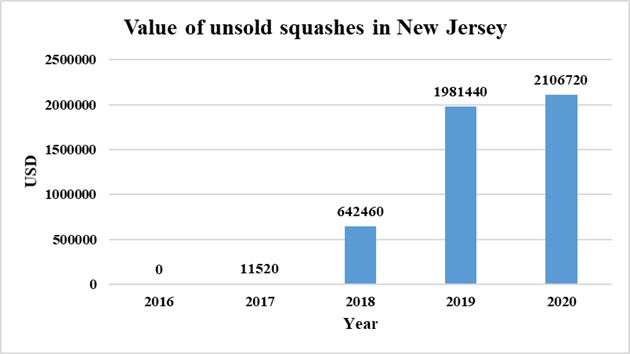
Fig. 3
Figs. 2, 3. Utilization and unsold value of squashes in New Jersey. Data were calculated from the estimated numbers provided by nj.gov.
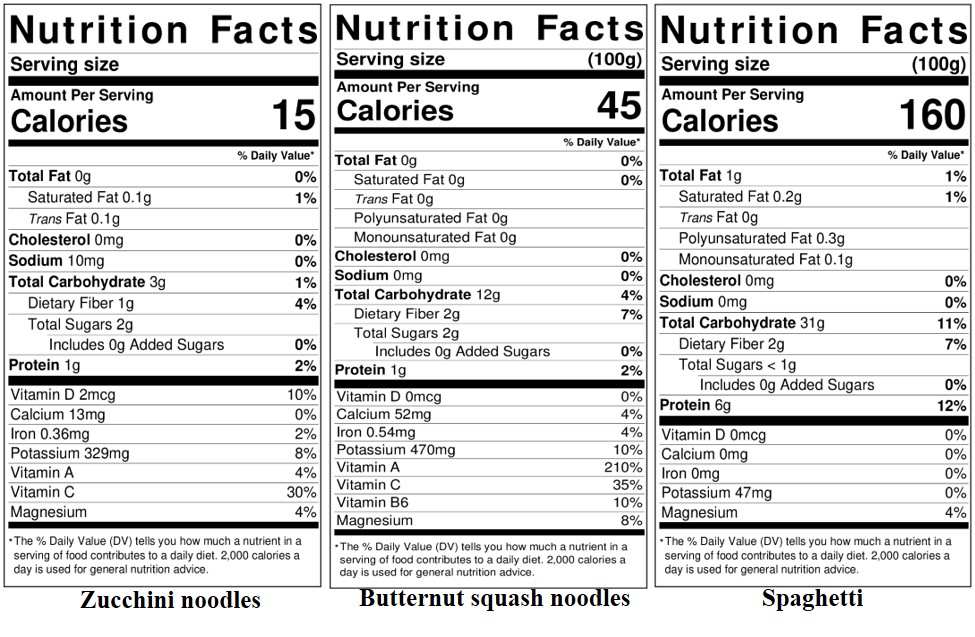
Fig. 4. Comparison between the nutrition value of 100 grams of zucchini noodles, butternut squash noodles, and spaghetti
Reference
- USDA. 2020 STATE AGRICULTURE OVERVIEW - New Jersey. 2020; Available from: https://www.nass.usda.gov/Quick_Stats/Ag_Overview/stateOverview.php?state=NEW%20JERSEY.
- USDA. Squash, winter, butternut, raw. FoodData Central Search Results 2018; Available from: https://fdc.nal.usda.gov/fdc-app.html#/food-details/169295/nutrients.
- Grand View Research, Meal Kit Delivery Services Market Size, Share & Trends Analysis Report By Offering (Heat & Eat, Cook & Eat), By Service (Single, Multiple), By Platform (Online, Offline), By Region, And Segment Forecasts, 2020 - 2027. 2020, Grand View Research.
Cooperators
- (Researcher)
Research
PSA formulation evaluation
In peel-reseal films, Pressure Sensitive Adhesive (PSA) provided the resealable feature. To optimize the performance of peel-reseal films, we optimized the PSA formulation to achieve acceptable viscosity, good resistance against the whitening from respiratory condensate of fresh produce, and optimal adhesion strength. Twenty PSAs from different suppliers were screened. These PSAs were categorized into either acrylic emulsion or rubber-based emulsion, and all the selected PSAs were water-borne, approved for direct and/or indirect food contact, and have been used for labels in food packaging. Their resistance against whitening was evaluated after stored in airtight chambers at 0 and 90-95% RH for 24 h while coated on 5’’ x 5’’ PET films, based on the following rating scale: 1) heavy whitening, 2) moderate whitening, 3) minimum whitening, and 4) no whitening. The coating of PSA emulsion was performed using an automatic coater (Sheen Instrument, Metamora, MI), with spiral rods at size 18 moving at the speed of 2.5 mm/s.
Coat weight and adhesion strength
Coat weight and adhesion strength were optimized using PSA emulsions with high whitening resistance ratings. Four different coat weights — 3, 5, 10, and 20 g/m2 were tested to investigate the minimum coat weight that provided the target adhesion strengths, which were initial adhesion strength at 150-500 g/in and subsequent adhesion strength at 50-70 g/in after peeling and resealing. Coating was performed on 10’’ x 10’’ untreated PET films using an automatic coater (Sheen Instrument, Metamora, MI) with spiral rods at sizes 3, 6, and 12 to achieve the target coat weights, respectively, while moving at a speed of 2.5 mm/s. The coated films were oven-dried at 180 °C until there was no further change in weight. When the coated films were still warm, they were then adhered onto another 10’’ x 10’’ diet-cut heat-sealable PET film, while ensuring no air was trapped between different layers. Adhesion strengths between the PSA layer and the heat-sealable layer were measured following ASTM F904-16 for 15-20 peel-reseal cycles.
Squash noodles respiration rate
Understanding squash noodles respiration rate could assist the design of MAP. The respiration rates of butternut squash and zucchini noodles were evaluated using the enzyme kinetic based respiration model developed by Hagger, Lee, and Yam [1] (See Equation 1). To use this model, O2 and CO2 concentrations were curve-fit in functions of time (See Equation 2 & 3), and the respiration rate as O2 consumption or CO2 generation at different O2 or CO2 concentrations was calculated with Equation 4 & 5 using the same parameter.
To collect data, 50 g squash noodles were spiralized aseptically by a table-top spiralizer (Sboly, Guangdong, China) and placed inside a closed chamber with 880 mL headspace volume. Inside the chamber, O2 and CO2 levels were monitored every 4 hours when squash respiration occurred until O2 was completely consumed, using a O2/CO2 analyzer (Oxybaby, Witt, Germany). To understand the squash noodles respiration at different processing and distribution environments, we evaluated respiration rates at 2 different temperatures (4 & 25 °C) and 3 different thicknesses (2, 3 & 5 mm). In addition, specifically for zucchini, we also evaluated the respiration rates of noodles made from fruits at different senescence stages (young vs old) and from different parts of the flesh: the inner flesh, the outer flesh, and the outer flesh with skin on.
Modified Atmosphere Packaging
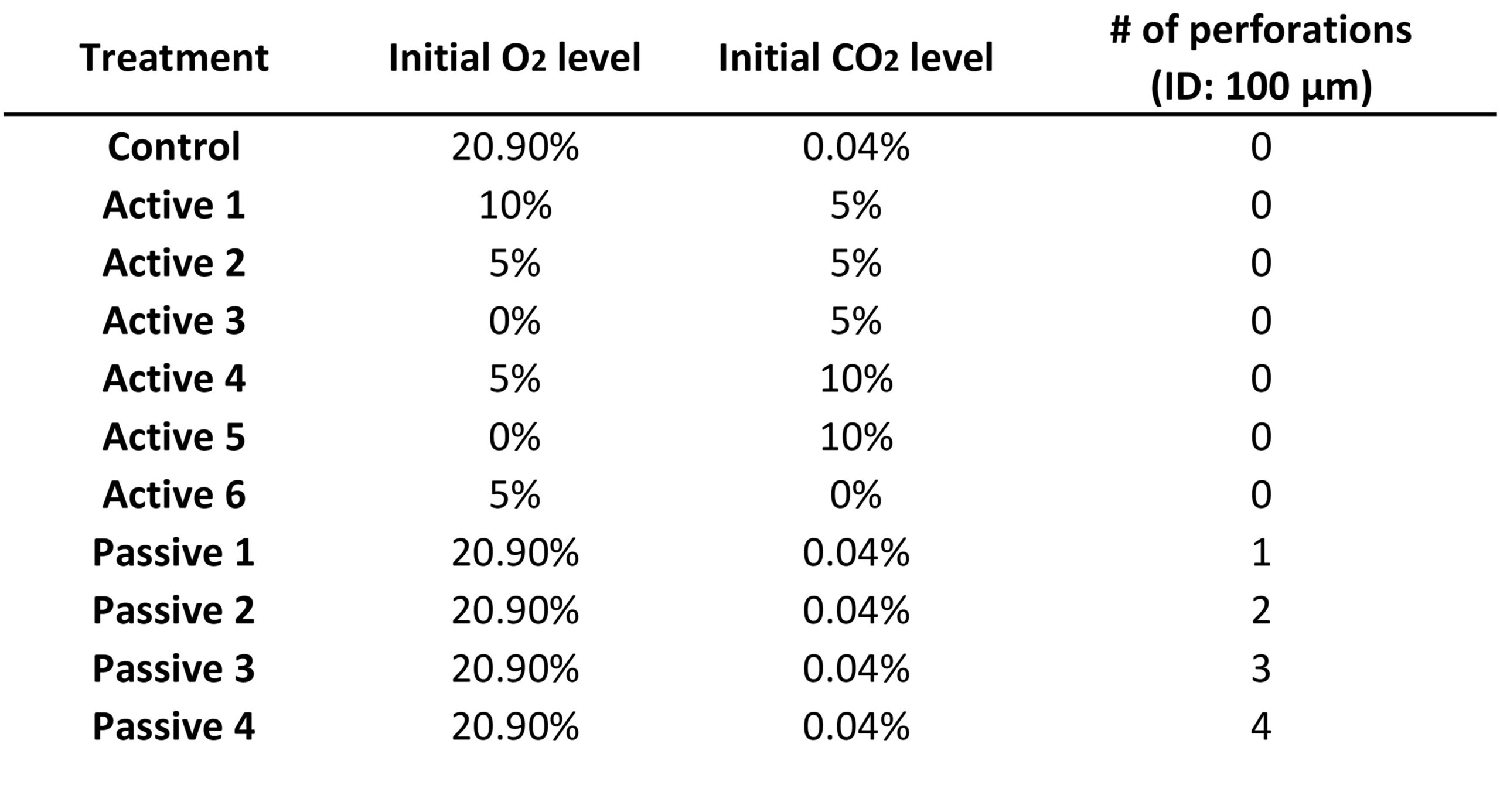
We evaluated the performance of different modified atmospheres at maintaining the quality of squash noodles to design MAP. In this experiment, we selected zucchini noodles since they are more perishable than butternut squash. Table 1 summarizes all the modified atmosphere conditions tested, which include 6 active MAP designs, achieved by gas flushing, and 4 passive MAP designs, achieved by micro-perforation. In all treatments, we placed 230 g squash noodles in a 32 fl oz PET container (Cool Pak, Oxnard, CA) and heat-sealed the peel-reseal lidding film on the container using a table-top tray sealing machine (ER-900, ER Technical Group). In active MAP groups, prior to heat-seal, we mixed N2 and air at different ratios using a gas mixer (KM10-2, Witt, Germany) and flushed the container with the mixed gas to control the initial gas composition. In passive MAP groups, different numbers of micro-perforations with an inner diameter of 100 μm were made on the lidding film by laser to create different gas transmission rates.
All samples were stored at 4 °C for 7 days, and different quality parameters of squash noodles were measured on Day 0 and Day 7. Color of samples was analyzed in Photoshop (Adobe) through the average L, a, b of pixels from pictures taken by a digital camera. Quality parameters of the picture, including lighting, object size, and background were controlled by a table-top photo booth (FotodioX). Meanwhile, firmness was measured by texture analyzer equipped with a 5 mm thick metal blade (TA-XT2, Texture Technologies Corp, Scarsdale, NY). Drip loss was measured as the mass of loose water inside the container after the 7-day storage, and juiciness was measured as the mass of water extracted from 50 g samples using a stomacher (Model 80, Seward, UK) running at normal speed for 1 minute. The gas composition inside the package was measured by a O2/CO2 analyzer (Oxybaby, Witt, Germany), and off odor was also noted if presented when the package was opened.
Statistical analysis
All statistical analyses were performed on JMP (SAS Institute). All treatments were repeated in triplicate.
Equation 1

where r = respiration rate, Vm = Maximum respiration rate, Km = Michaelis-Menten constant, Ki = Inhibition constant, [O2 or CO2] = gas concentration
Equation 2

Equation 3

where t = time, A, B, C = constants
Equation 4

Equation 5

where P = pressure, V = volume, R = gas constant, W = food weight, T = temperature
Table 1 Modified atmosphere conditions tested to maintain squash noodles quality
Reference
- Hagger, P.E., D.S. Lee, and K.L. Yam, Application of an Enzyme Kinetics Based Respiration Model to Closed System Experiments for Fresh Produce. Journal of Food Process Engineering, 1992. 15(2): p. 143-157.
PSA screening and peel-reseal film development
Initially, all 20 PSA candidates were coated on untreated 1.5 mil PET films with 40-60 dyne/cm surface energy to test their resistance against whitening. For each PSA, the final dry coat weights were 3, 5, 10, and 20 g/m2. Only 5 PSAs passed the test, while 14 PSAs were plasticized and whitened at all coat weights, and 1 PSA was rejected due to an unpleasant strong odor. The remaining 5 PSAs with 4 different coat weights were later adhered onto heat-sealable corona-treated PET films to optimize the adhesion strength and coat weight. The results of the evaluations are summarized in Table 2.
Table 2 Comparison of peel strength and possible peel-reseal cycles of selected PSAs
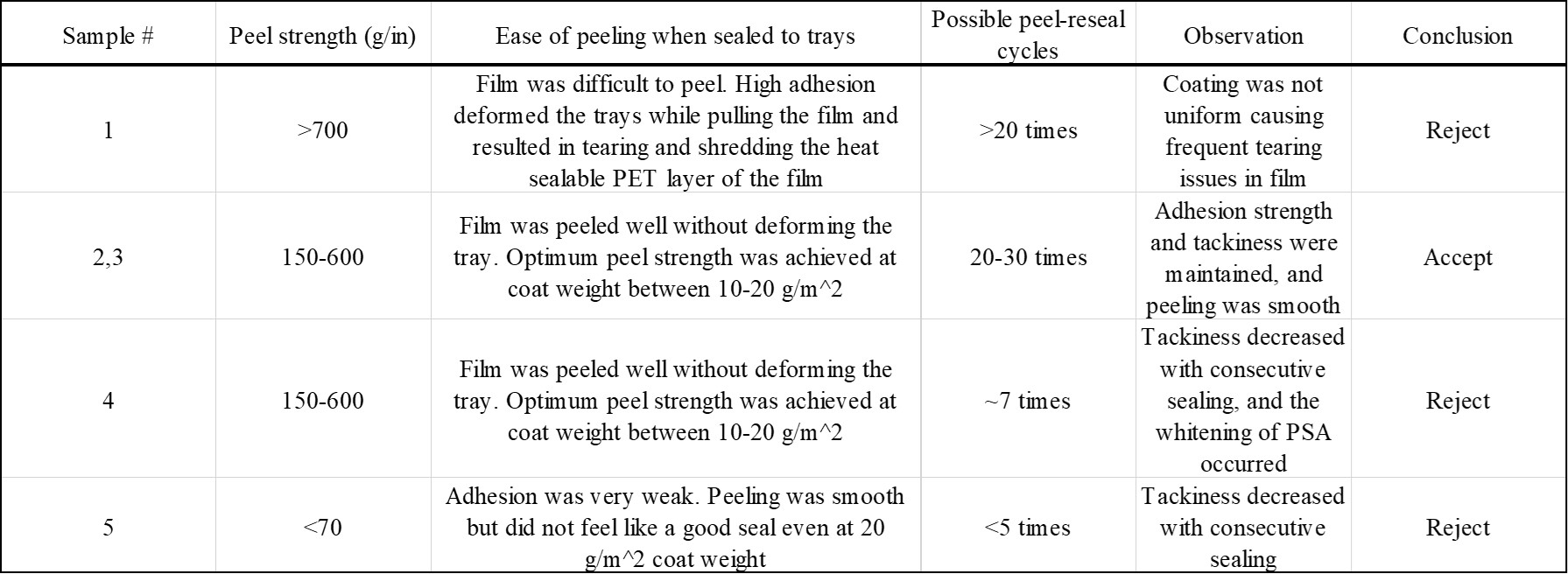
Based on the resistance against whitening and adhesion properties, an acrylic-based PSA emulsion with 300–400 cps viscosity, and a styrene-butadiene rubber (SBR) based PSA emulsion with 550-600 cps viscosity were selected, and the final coat weight was determined at 10 g/m2 to minimize the susceptibility to whitening at high relative humidity (RH >90%). Their adhesion strength of 16 peeling-resealing cycles is shown in Fig. 5.
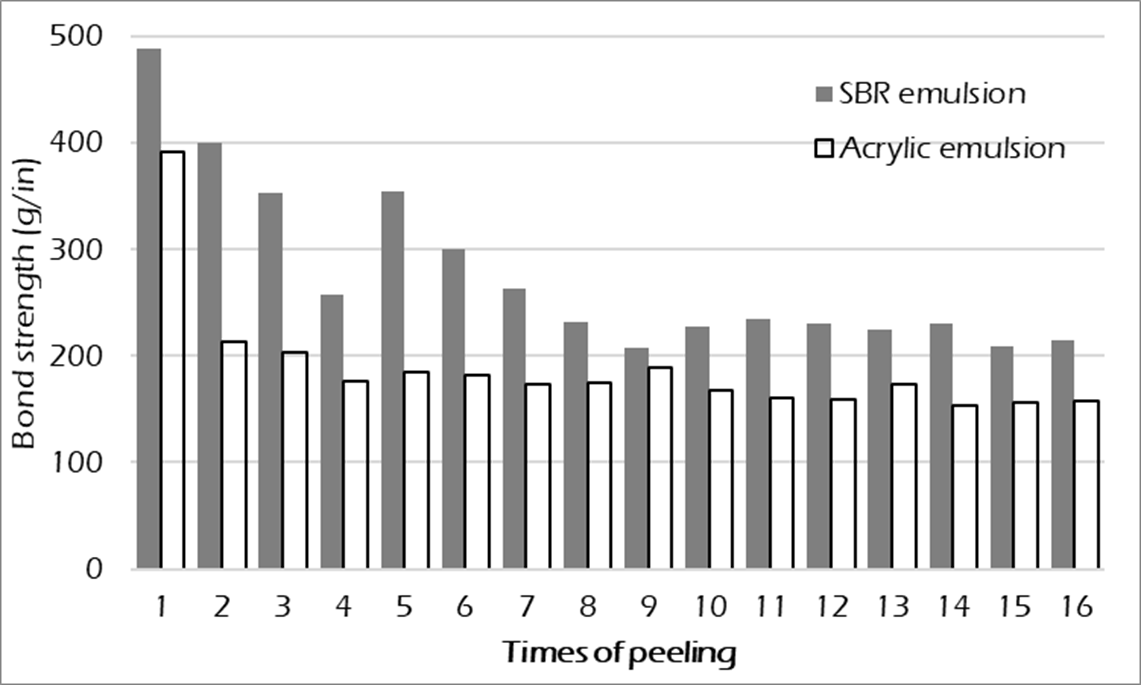
Fig. 5. Peel strength in 20 peel-reseal cycles of candidate PSA emulsions
To further improve the selected PSA’s resistance to whitening, PSAs were deionized with Amberlite IRN-150 ion exchange resin and stabilized to pH 9.0 with ammonium hydroxide solution. The principle of this practice was to reduce PSA’s affinity to water so that water cannot partially plasticize PSA to cause whitening, and an elevated pH can stabilize the PSA emulsion to achieve a uniform and stable water affinity. Fig. 6 shows that deionization of SBR emulsion improved the whitening resistance of the PSA. Lettuce was used in this test due to seasonal availability.
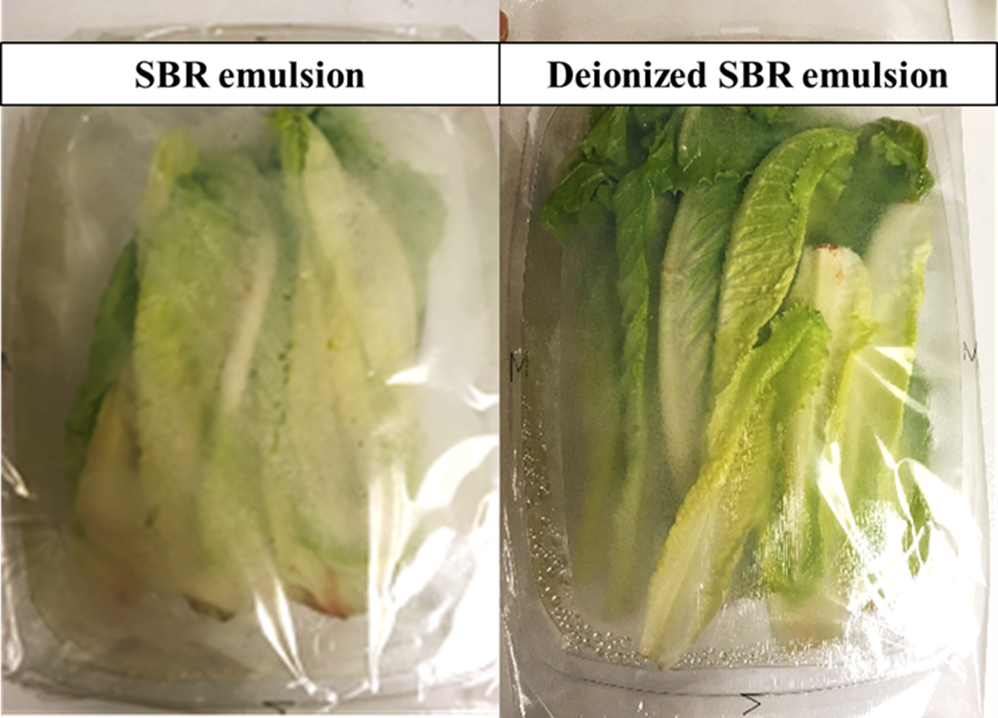 Fig. 6. Resistance against whitening of PSA emulsion and deionized PSA emulsion
Fig. 6. Resistance against whitening of PSA emulsion and deionized PSA emulsion
Squash noodles respiration rate
The respiration rate of squash noodles was evaluated at different temperatures and different noodle thicknesses. Fig. 7 shows the O2 consumption and CO2 generation in a closed container with 880 mL headspace volume at different temperatures by 50 g butternut squash and zucchini noodles with different thicknesses. Meanwhile, Table 3 summarizes the maximum respiration rate (Vm), Michaelis-Menten constant (Km), and inhibition constant (Ki) estimated from the respiration model of squash noodles with different thicknesses at different temperatures.
Effect of temperature
We found that both butternut squash and zucchini had much higher respiration rates at room temperature compared to refrigeration. Shown by the change of O2 and CO2 level in Fig. 7, at room temperature, 50 g squash noodles converted all the oxygen in 880 mL headspace into CO2 within 60 hours, while if refrigerated the same amount of squash noodles only dropped O2 level by roughly 5% in 120 hours. In addition, based on the enzyme kinetic respiration model as shown in Table 3, the produce had higher Vm, lower Km, and higher Ki when stored at room temperature than at 4 °C. All three parameters indicated a higher respiration rate at room temperature. A higher Vm indicated a higher maximum respiration rate; a lower Km indicated that the respiration enzymes can react when the concentration of the substrate—O2 is lower, and a higher Ki indicated that the inhibition enzymes can react only when the concentration of the substrate—CO2 is higher.
The effect of temperature on the respiration of squash noodles indicates that any temperature stress during distribution and storage can drastically change the gas composition inside the package of squash noodles and affect product quality. And micro-perforations may rebalance the gas composition by allowing faster gas exchange. In addition, due to the high respiration rate of squash noodles, anaerobic respiration can happen and impair product quality if gas exchange is not sufficient, suggesting the potential usefulness of micro-perforations in this application.
Effect of thickness
We also found that the thickness of squash noodles affected the respiration rate. When the food industry processes squash noodles, 3 thicknesses—2 mm, 3 mm, and 5 mm are usually selected to simulate different pasta: capellini, spaghetti, and tagliatelle. From butternut squash noodles stored at 25 °C, we saw in Fig. 7 E & F that the 2 mm squash noodles had higher respiration rates than 3 mm and 5 mm noodles due to the higher surface areas exposed to air and more cells damaged during processing. However, at 4 °C (Fig. 7 G & H) no significant difference was found between different thicknesses mostly because all respiration rates were similarly low.
From zucchini, we found in Fig. 7 A-D that 5 mm noodles had lower respiration rate than the thinner noodles at both 4 and 25 °C due to fewer surface areas exposed and fewer cells damaged. However, 3 mm and 2 mm zucchini noodles had similar respiration rates despite the close-to-1.5-time difference between their surface areas, and at 25 °C 3 mm noodles had even higher respiration rates than 2 mm noodles.
To explain why 3 mm zucchini noodles had similar or even higher respiration rates than the 2 mm noodles, Fig. 8 is constructed. The shaded area in Fig. 8 shows the area of flesh discarded during spiralizing. From 2 mm zucchini noodles, more soft tissues were discarded because they were mashed and left on the equipment during spiralizing, while from 3 mm zucchini noodles, the same soft tissues were cut into the final product. To see if the soft tissue had a higher respiration rate, we further evaluated the respiration rate of 3 mm zucchini noodles containing only the inner flesh, where seeds and softer tissue reside, and compared it with the respiration rates of noodles containing only the outer flesh and noodles with skin on.
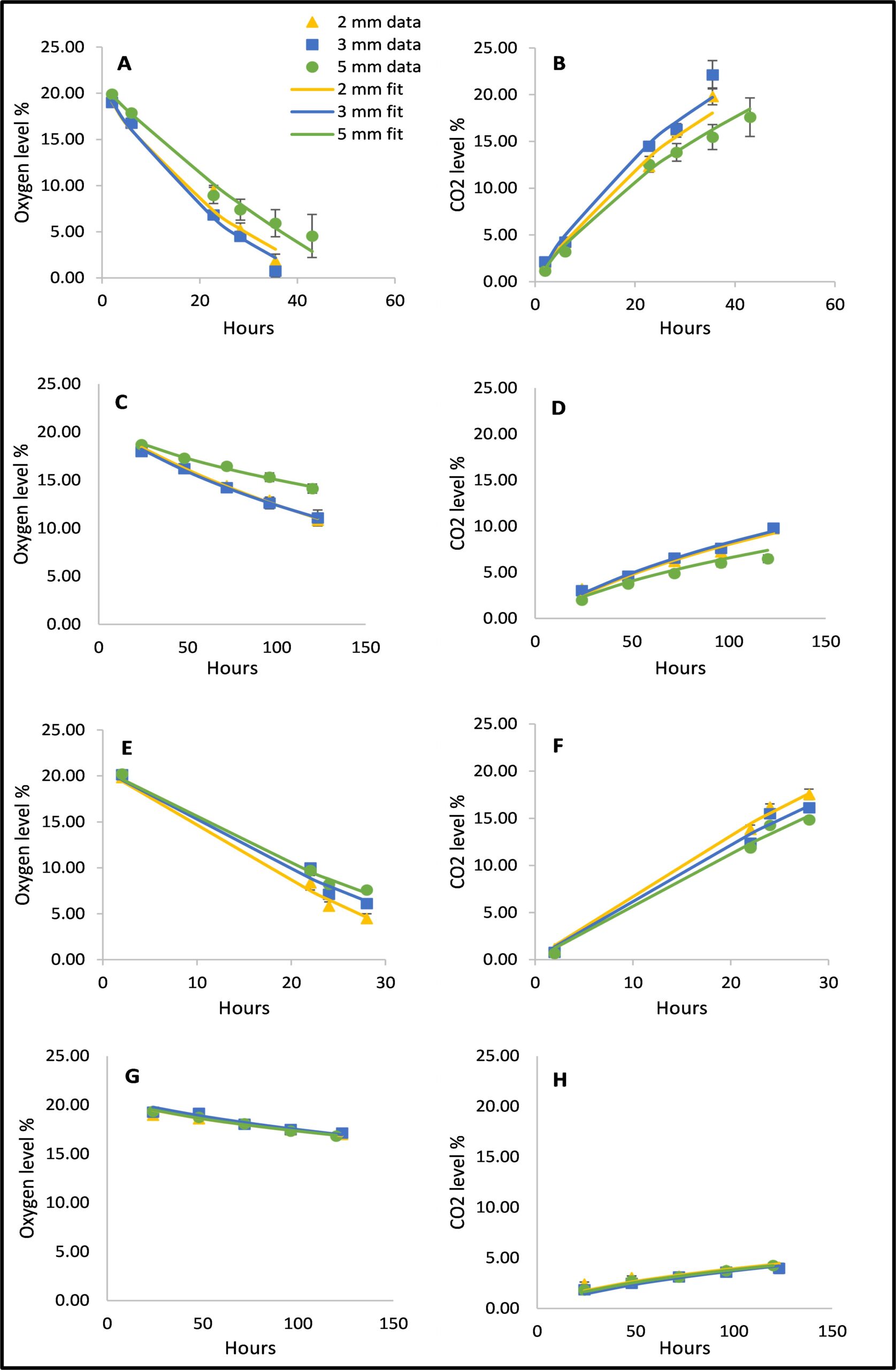
Fig. 7 Data and curve fit of O2 consumption and CO2 generation in 880 mL headspace volume of 50 g butternut squash and zucchini noodles. Curve fit was performed according to Equation 2 & 3. A: O2 consumption of zucchini at 25 °C; B: CO2 generation of zucchini at 25 °C; C: O2 consumption of zucchini at 4 °C; D: CO2 generation of zucchini at 4 °C; E: O2 consumption of butternut squash at 25 °C; F: CO2 generation of butternut squash at 25 °C; G: O2 consumption of butternut squash at 4 °C; H: CO2 generation of butternut squash at 4 °C.
Table 3 Vm, Km, and Ki estimated from the respiration model (Equation 1) of squash noodles with different thicknesses at 4 and 25 °C.
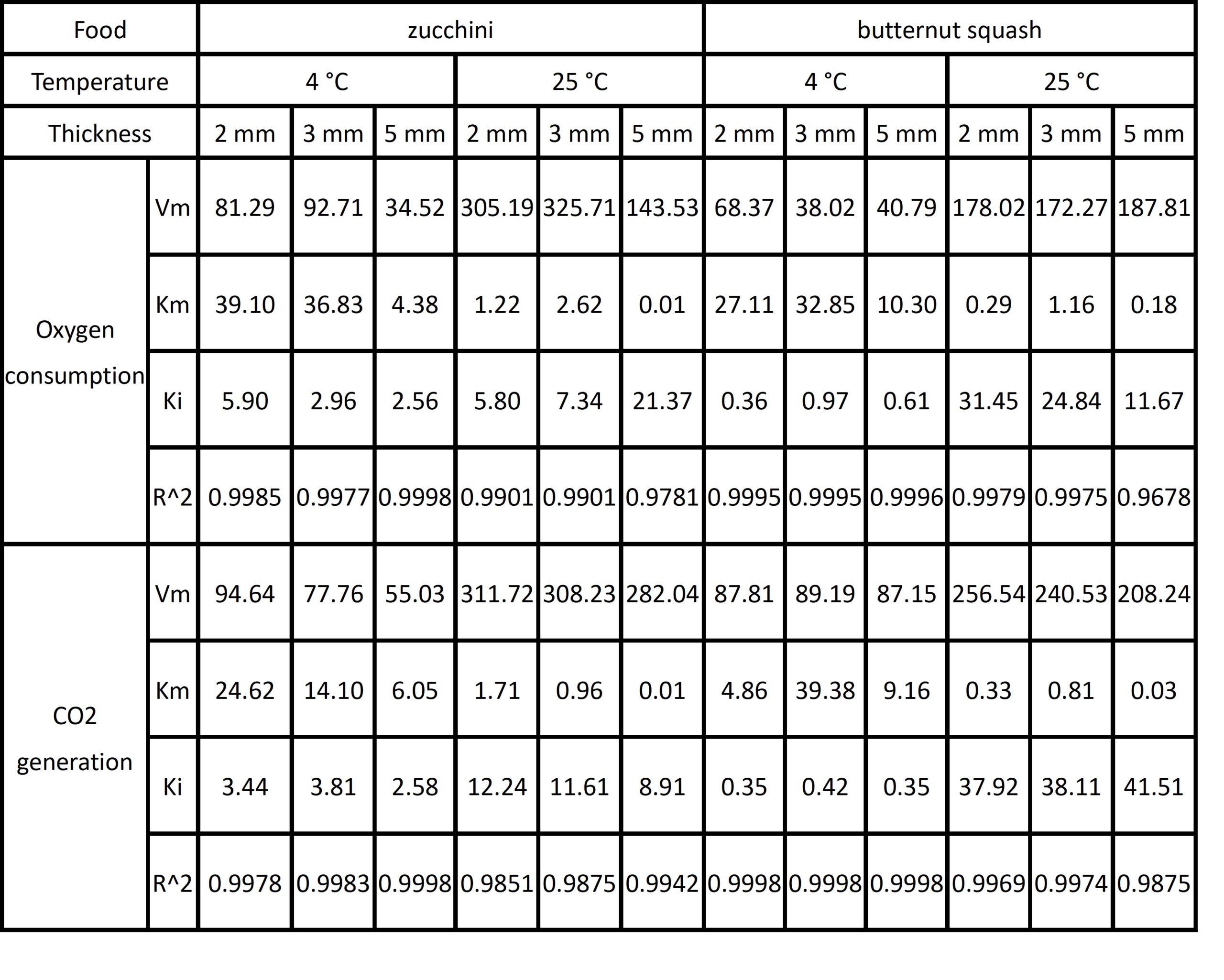
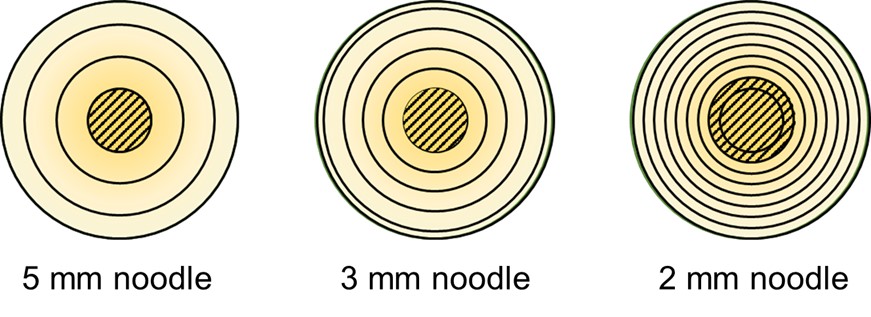
Fig. 8 Illustration of the intersection of squash spiralized at different thicknesses. Shade shows the area of flesh discarded during spiralizing.
Effect of different parts of the zucchini flesh
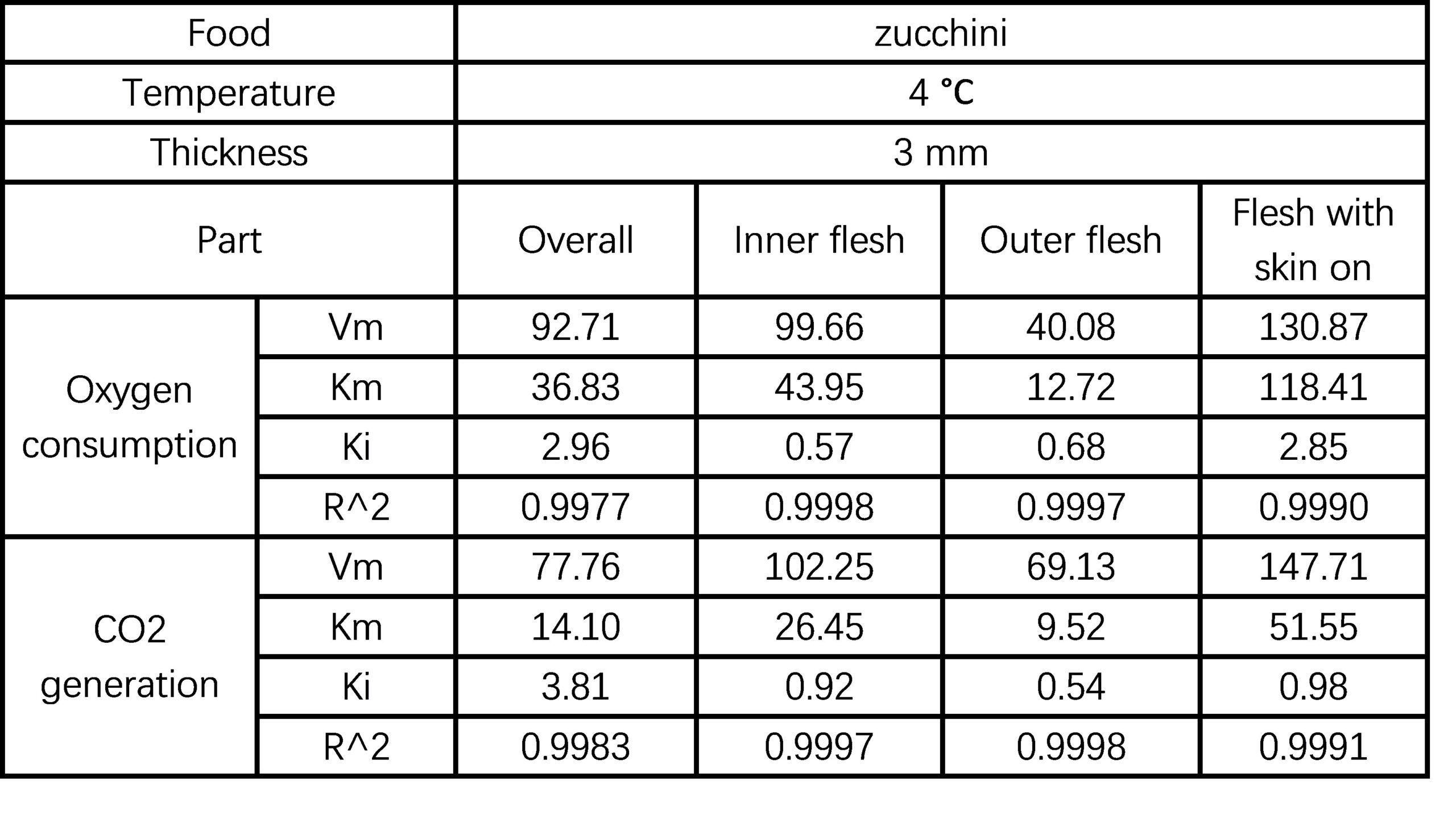
We found that different parts of the zucchini flesh had significantly different respiration rates, as shown in Fig. 9 and Table 4. The inner flesh with seeds and softer tissue had a much higher respiration rate than the outer flesh with firmer tissue, which explains why 3 mm zucchini noodles had similar or higher respiration rate than 2 mm noodles. In addition, zucchini noodles with skin on had the highest respiration rate. We do not know the exact reason behind the high respiration rate of noodles with skin on, but it may be correlated to enzyme activation and ethylene [1].
Based on our finding, the respiration rates of zucchini noodles are affected more by seeds, softer tissues, and skin than by noodle thickness. To have more shelf-stable zucchini noodles, farmers can remove the skin and seeds during processing; however, that means a lower yield in mass. Unlike zucchini, butternut squash does not have the same concern because its seeds reside in a part that cannot be spiralized and the skin is inedible thus always removed during processing.
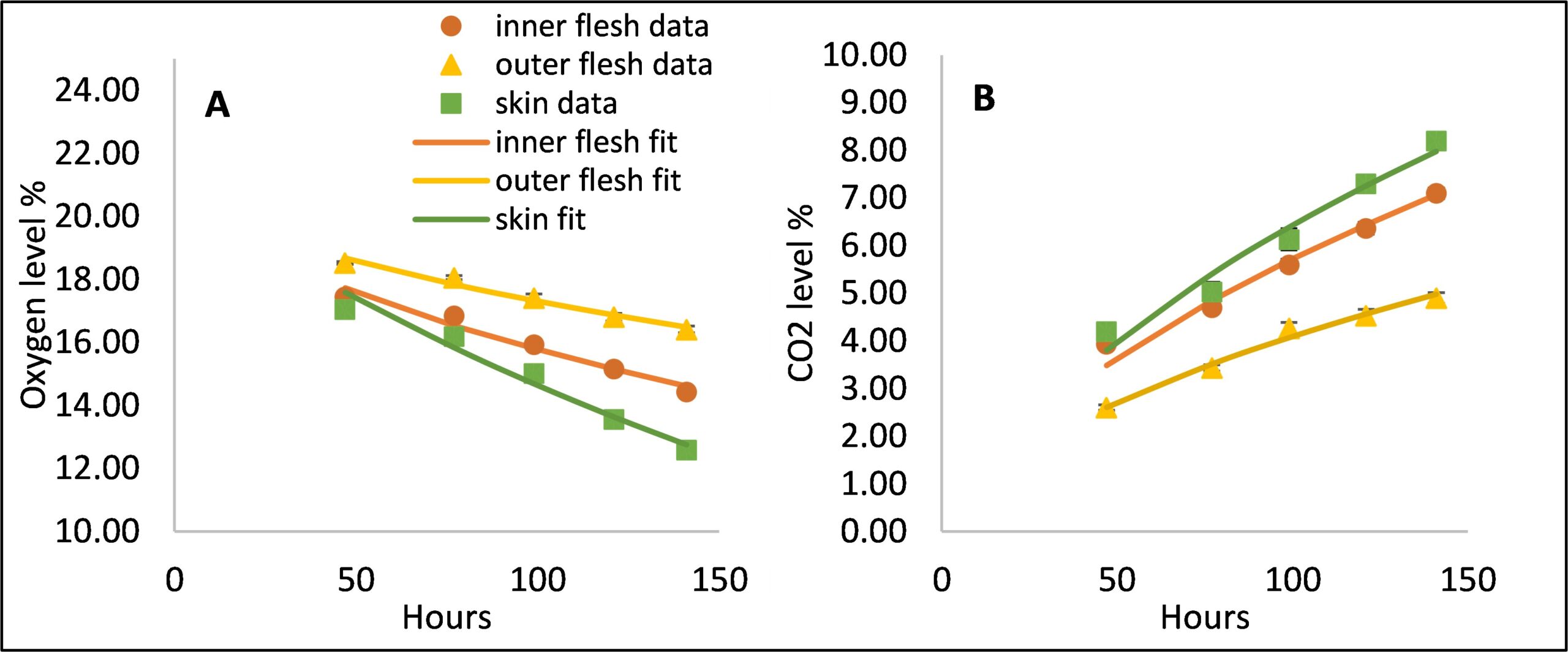
Fig. 9 Data and curve fit of O2 consumption and CO2 generation at 4 °C in 880 mL headspace volume of 50 g 3 mm zucchini noodles from different parts. Curve fit was performed according to Equation 2 & 3. A: O2 consumption of zucchini at 4 °C; B: CO2 generation of zucchini at 4 °C.
Table 4 Vm, Km, and Ki estimated from the respiration model (Equation 1) at 4 °C of noodles made from different parts of zucchini. The overall group means a mixture of inner flesh and outer flesh with no specific selecting criterion.
Effect of senescence stage of zucchini
Zucchini and butternut squash are non-climacteric fruits, meaning that their respiration rates decrease gradually after harvest [2]. Therefore, we also tested the effect of the senescence stage of squashes on their respiration rates. We compared the respiration rates of squash noodles made from freshly harvested zucchini and from zucchini stored at room temperature for 2 days, and results are shown in Fig. 10 and Table 5. Noodles made from 2-day-old zucchini had significantly lower respiration rate than noodles made from freshly harvested zucchini. This means that noodles made from older squashes are more shelf-stable compared to noodles from fresh squashes. However, other quality parameters, including the loss of green color as shown in Fig. 11, of noodles from older squash may be unpleasant to consumers.
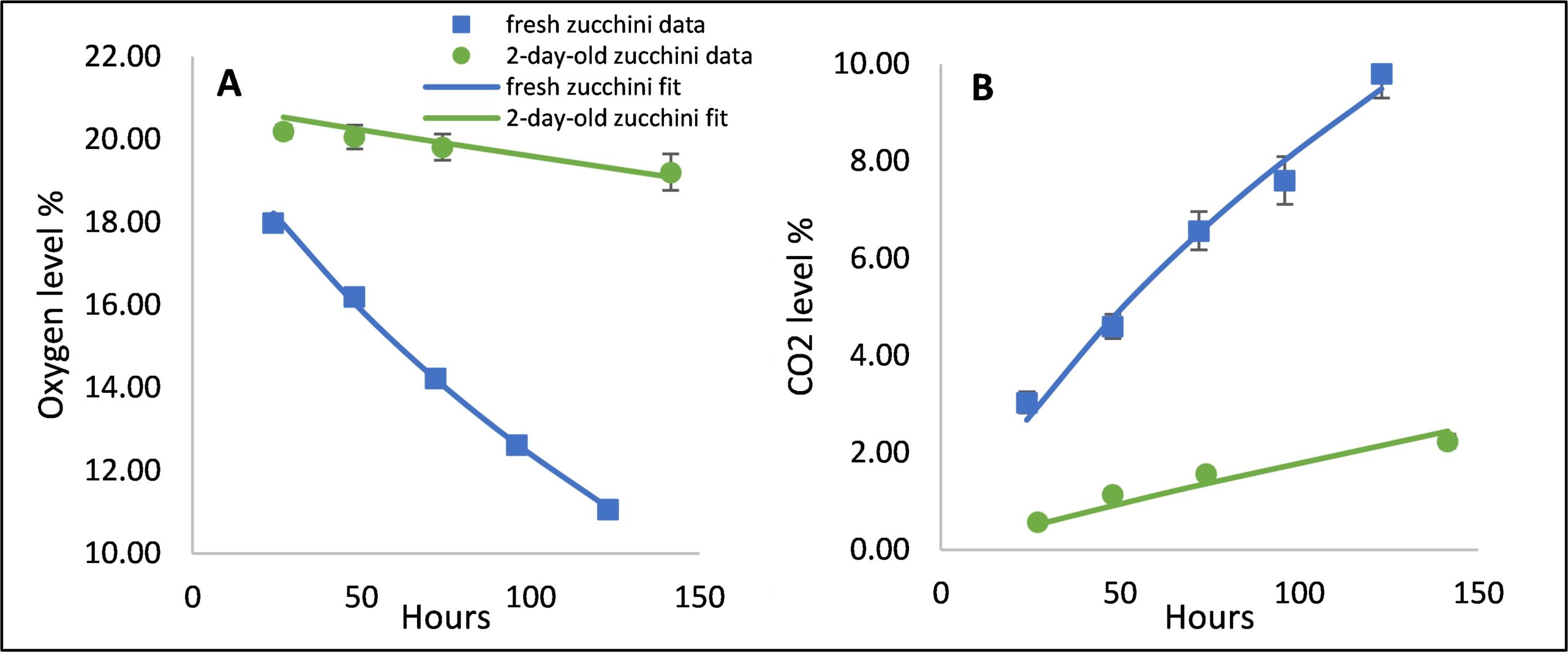
Fig. 10 Data and curve fit of O2 consumption and CO2 generation at 4 °C in 880 mL headspace volume of 50 g 3 mm zucchini noodles at different senescence stages. Curve fit was performed according to Equation 2 & 3. A: O2 consumption of zucchini at 4 °C; B: CO2 generation of zucchini at 4 °C.
Table 5 Vm, Km, and Ki estimated from the respiration model (Equation 1) at 4 °C of noodles made from zucchini at different senescence stages.
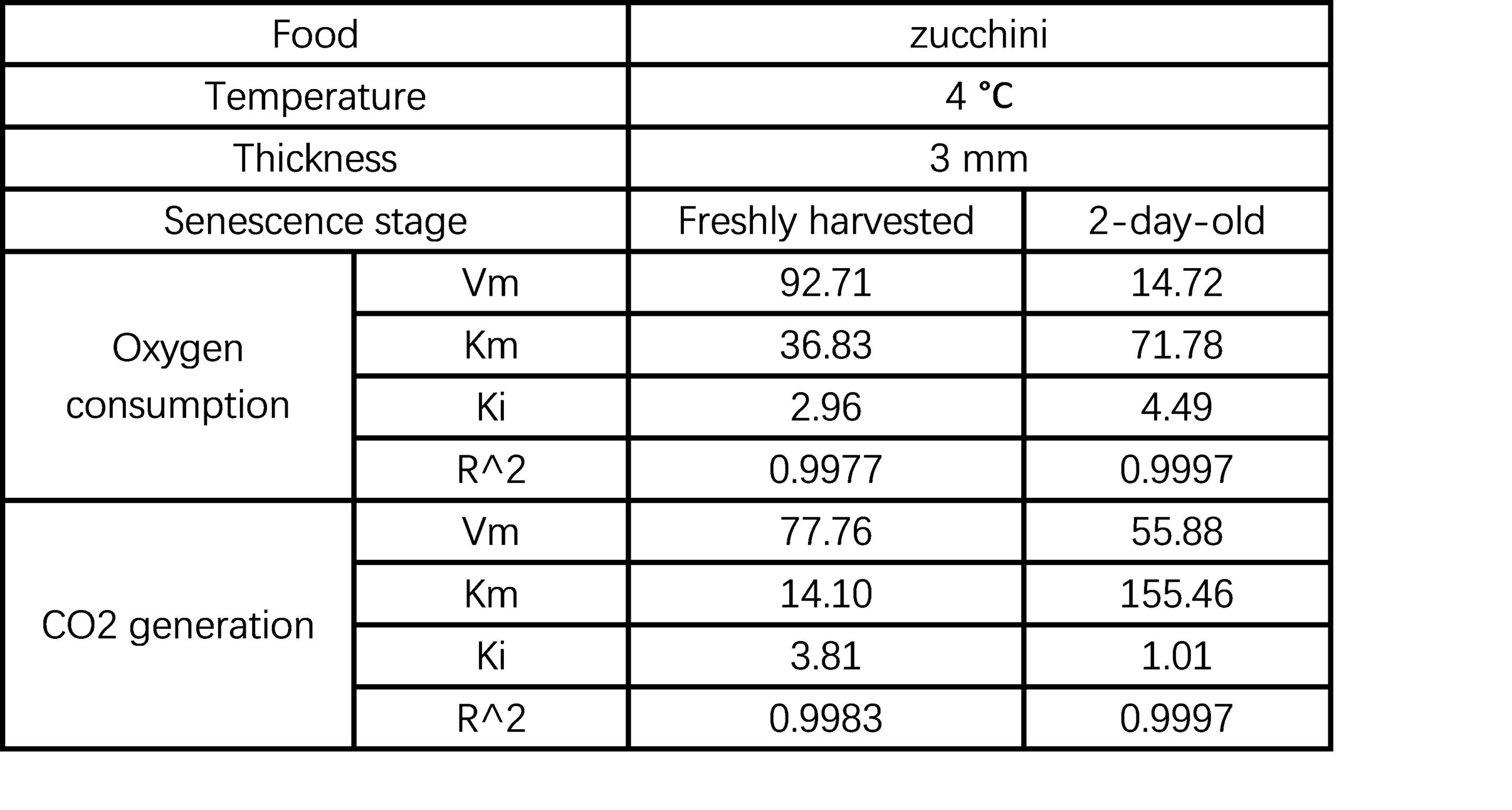
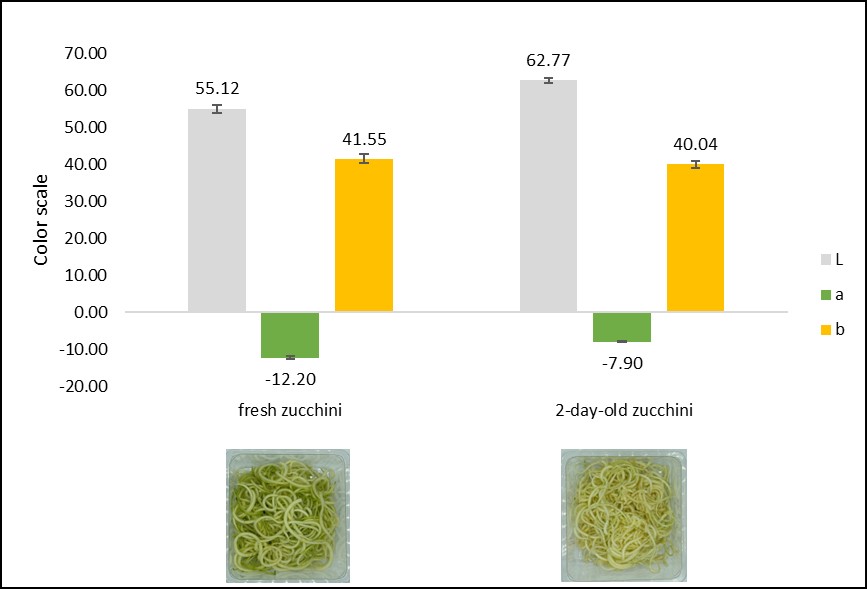
Fig. 11 Color difference between noodles made from freshly harvested zucchini and zucchini stored at room temperature for 2 days. L means lightness; a means redness (+) to greenness (-); b means yellowness (+) to blueness (-).
Modified atmosphere packaging
The effect of modified atmosphere packaging on the quality of 3 mm zucchini noodles stored at 4 °C was evaluated. Among all groups tested, the passive modified atmosphere created by 1 and 2 100 μm micro-perforations maintained the quality of zucchini noodles for 7 days, whereas in other groups different quality problems occurred. Fig. 12 presents pictures of zucchini noodles with high quality versus different quality problems due to different reasons.
Anaerobic respiration occurred in all groups without micro-perforation. From the previous experiment, we found that zucchini noodles had high respiration rate and could undergo anaerobic respiration if the gas exchange in the package was not sufficient. Therefore, we measured the gas composition of zucchini noodles packages on Day 2 and Day 7 and presented the result in Fig. 13. Without micro-perforations or modified atmosphere, zucchini noodles consumed all oxygen by Day 2 and started anaerobic respiration. Although respiration was initially slowed down in some active MAP groups, anaerobic respiration still occurred by Day 7. In contrast, all passive MAP groups with micro-perforations avoided anaerobic respiration.
When anaerobic respiration occurred, fruit quality can be impaired. Drip loss from zucchini noodles, as the mass of loose water inside food package, was measured on Day 7 and presented in Fig. 14. All groups without micro-perforations were associated with high drip loss, and zucchini noodles visibly shrank compared to Day 0. Meanwhile, the juiciness of noodles, as the mass of water extracted by a stomacher running at normal speed for 1 minute, was measured on Day 7 to compare with Day 0 and presented in Fig. 15. A significantly higher amount of water could be extracted from noodles packed without micro-perforations on Day 7 than freshly spiralized noodles on Day 0, indicating the loss of structure and mouthfeel. In addition, the color of zucchini noodles was measured and presented in Fig. 16. All groups without micro-perforations had a higher b value, indicating a loss of greenness in the product.
Although micro-perforations helped maintain gas exchange and avoid anaerobic respiration, we found that high gas exchange created by 4 100 μm micro-perforations also impaired zucchini noodles quality. In Fig. 15, zucchini noodles packed with 4 micro-perforations also had a higher amount of water extracted on Day 7 compared to Day 0, and in Fig. 16, the same group had a higher b value. In this group, the loss of quality was not caused by anaerobic respiration but by senescence. Fruit respiration contributed to aging, and when oxygen level was high in the package, the fruit might age quickly and enter senescence [3]. According to Izumi et al. [4], the optimum oxygen level to maintain fresh-cut zucchini is 0.25%; therefore, we expected the optimum oxygen level for zucchini noodles to be < 1%. In Fig. 13, the oxygen level of noodles packed with 4 micro-perforations was > 1%, proving that zucchini noodles require < 1% oxygen level to maintain their quality.
The presence of off odor was also noted when packages were opened on Day 7, and the result is presented in Table 6. All groups but two had off odor noticed. Off odor could be generated by anaerobic respiration due to the production of ethanol and other fermentation byproducts, and it could be generated by senescence as a sign of overripening and loss of flavor [1]. Because of the off odor, we excluded 3 100 μm micro-perforations and only suggested 1 & 2 micro-perforations for zucchini noodles packaging.
We also measured the firmness of zucchini noodles on Day 7 to compare with Day 0 but did not observe any significant difference between different groups, as seen in Fig. 17. Sample variance might have caused the result as noodles made from different parts of zucchini had different firmness. In addition, when zucchini noodles lost quality, we observed that their firmness changed in different ways. They might become softer as cell walls broke down, or they might become firmer due to the loss of water. In the end, the firmness of zucchini noodles was not used to evaluate their quality.

Fig. 12 Pictures of zucchini noodles on Day 7 with (A) high quality and quality problems due to (B) senescence and (C) anaerobic respiration.
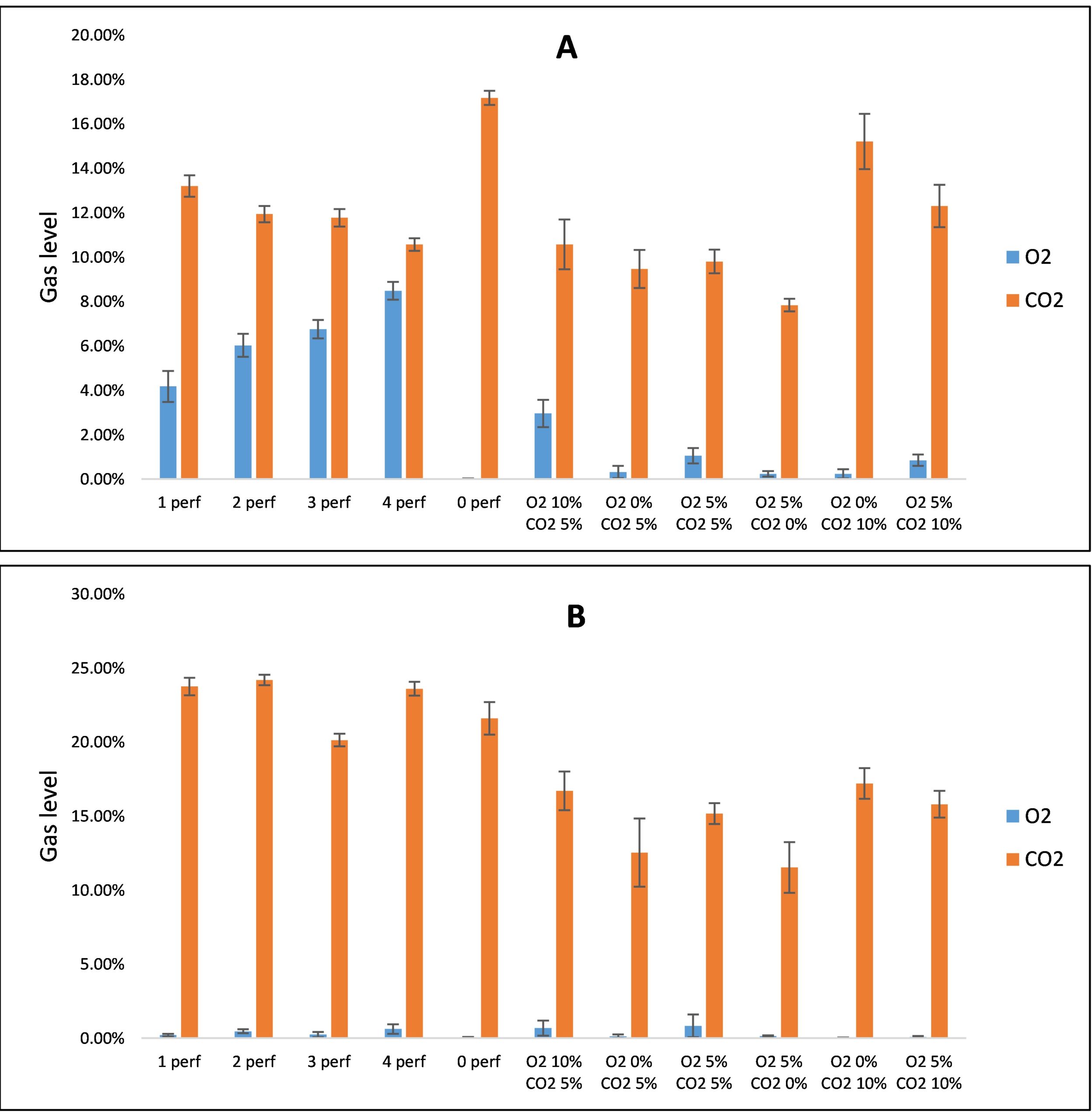
Fig. 13 Gas composition of 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions at 4 °C on (A) Day 2 and (B) Day 7.
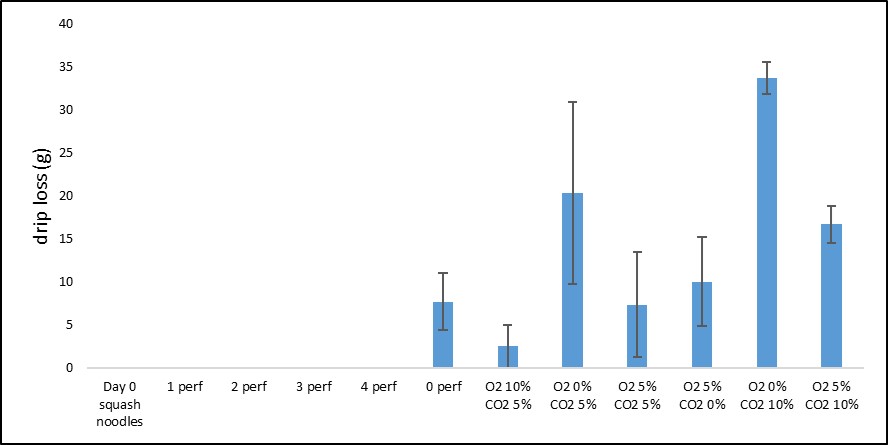
Fig. 14 Drip loss of 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions at 4 °C on Day 7.
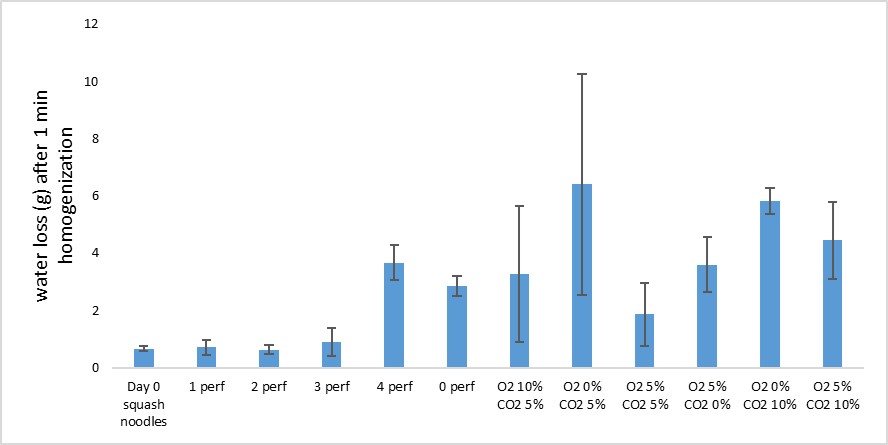
Fig. 15 Juiciness, defined as the mass of water extracted from stomacher homogenization running at normal speed for 1 minute, of 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions at 4 °C on Day 7.
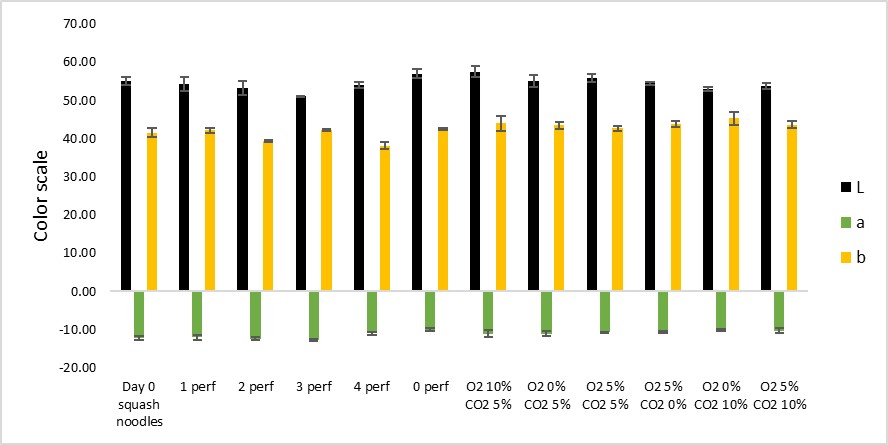
Fig. 16 Color of 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions at 4 °C on Day 7. L means lightness; a means redness (+) to greenness (-); b means yellowness (+) to blueness (-).
Table 6 Detection of off odor from 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions stored at 4 °C when opened on Day 7.
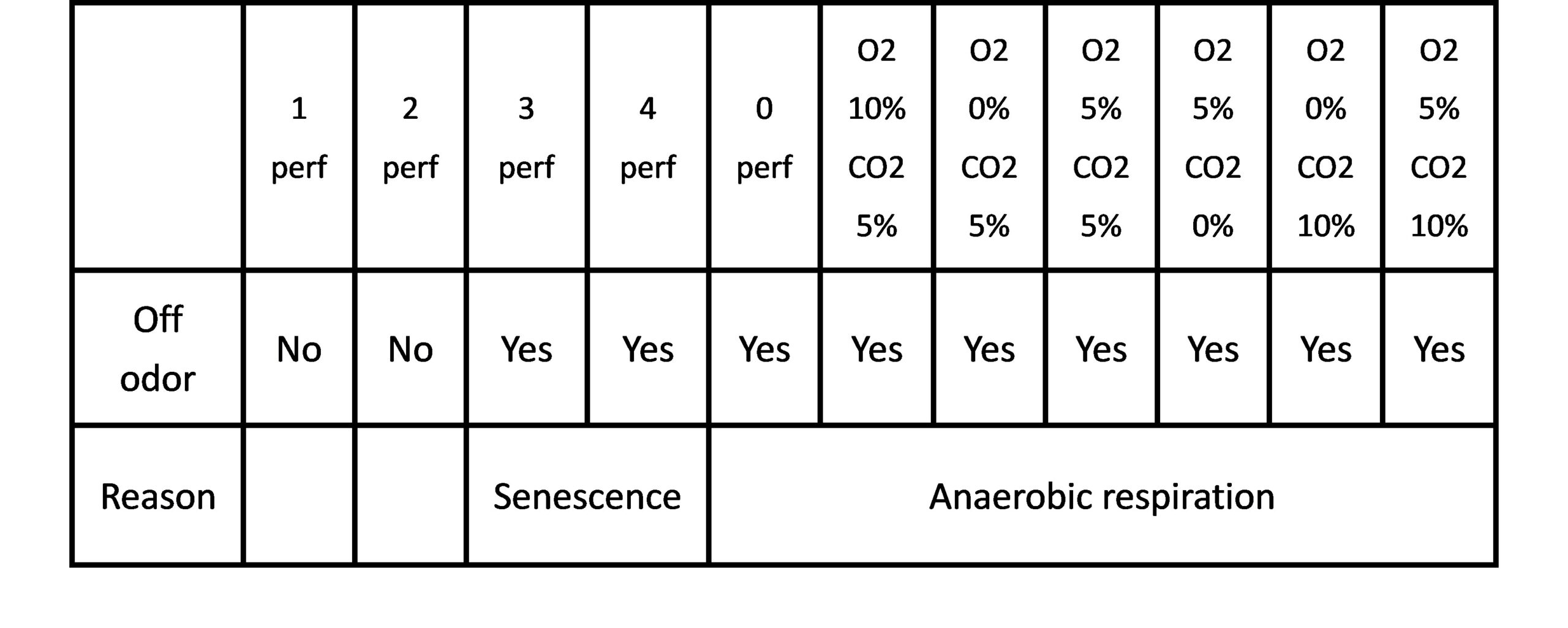
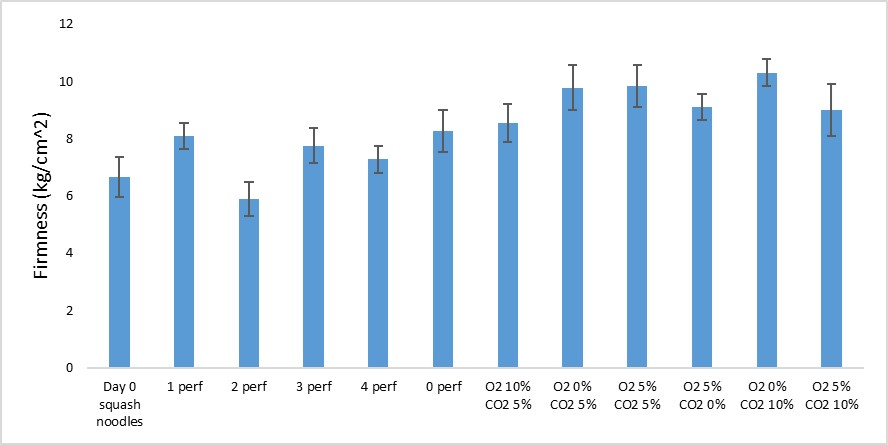
Fig. 17 Firmness of 220 g 3 mm zucchini noodles in 32 fl oz container with different modified atmosphere conditions at 4 °C on Day 7.
Reference
- Paul, V. and R. Pandey, Role of internal atmosphere on fruit ripening and storability-a review. J Food Sci Technol, 2014. 51(7): p. 1223-50.
- Chen, P., et al., Role of abscisic acid in regulating fruit set and ripening in squash (Cucurbita pepo L.). New Zealand Journal of Crop and Horticultural Science, 2016. 44(4): p. 274-290.
- Biale, J.B., Growth, Maturation, and Senescence in Fruits: Recent knowledge on growth regulation and on biological oxidations has been applied to studies with fruits. Science, 1964. 146(3646): p. 880-8.
- Izumi, H., A.E. Watada, and W. Douglas, Low O2 atmospheres affect storage quality of zucchini squash slices treated with calcium. Journal of food science, 1996. 61(2): p. 317-321.
In this project, we achieved two main milestones in developing a squash-noodle-based meal solution packed in recyclable trays with functional and convenient microperforated peel-reseal lidding films to increase the marketability and utilization of squashes grown in NJ.
We optimized the performance of peel-reseal lidding films by overcoming the whitening of pressure-sensitive adhesive and loss of adhesion. To optimize the performance of peel-reseal lidding film, we screened a series of PSAs and selected two emulsions, one acrylic-based and one styrene-butadiene rubber-based, as the final formulations while using deionization and high pH to improve its resistance against whitening.
We also understood the respiration of squash noodles and evaluated different MAP conditions to maintain squash noodles quality. We found that both butternut squash and zucchini noodles had high respiration rates and could undergo anaerobic respiration if the gas exchange in the package was insufficient. When we evaluated different MAP conditions, we found that lidding films with 1 & 2 100 μm micro-perforations were able to maintain the quality of squash noodles. All other conditions tested were associated with different quality problems including drip loss, loss of color, loss of texture, and off odor. More perforations caused senescence of squash noodles, while no perforation caused anaerobic respiration.
In addition, based on our results, we found different strategies that can further extend the shelf-life of squash noodles. If farmers do not have a preference on the thickness of squash noodles, they can use 5 mm squash noodles to maintain a longer shelf-life, especially with zucchini noodles. In addition, removing skin, seeds, or softer tissues from the final product can also improve squash noodles shelf-life, although this action causes higher cost and lower yield in mass. Lastly, storing harvested squashes at room temperature for some time prior to processing yields a noodle product with lower respiration rate and thus longer shelf-life. However, some quality factors including color and flavor may be affected during this process.
Education & outreach activities and participation summary
Participation summary:
We planned to carry on the outreach plan in coming years to share our results with farmers, the food industry, and the academic community. We are collaborating with Mirtech, Inc., Hellofresh, and ProAmpac to convert our research to product and eventually introduce our product to the farmers. The goal of the outreach plan is to have a long-term impact on agricultural sustainability for squash farmers in NJ and wider agricultural communities.
The first step is to receive feedback from real customers. We are collaborating with Mirtech, Inc., Hellofresh, and ProAmpac to distribute freshly prepared samples to panelists and ask their feedback on squash noodles’ quality, packaging design, convenience, and their tendency to make a purchase, while providing all the necessary information including product shelf-life and the environmental friendliness of the packaging.
Based on customers’ feedback, we planned to improve our packaging and develop various products with HelloFresh. We planned to explore the possibilities of providing squash noodles in the same package with sauces/seasoning, such as pasta sauces and stir-fry seasoning. We also planned to explore the possibilities of providing squash noodles in the same package with other fruits, vegetables, and nuts, such as blueberries, carrots, cherry tomatoes, almonds, etc. Furthermore, we planned to explore the possibilities of providing squash noodles in family-size packages with divided trays containing different fruits and vegetables in different segments. Peel-reseal packaging can make such packages with divided trays more convenient as each segment can have specific oxygen transmission rate by adjusting the number and locations of micro-perforations, and each segment can be opened and resealed individually without affecting the gas components in other segments, as shown in Fig. 18.
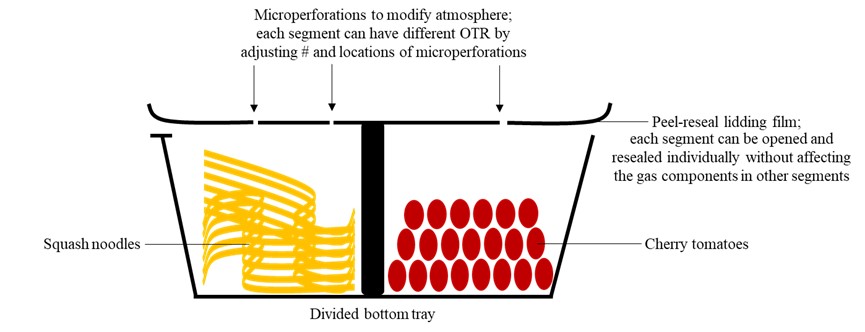
Fig. 18. Illustration of a family-size package with peel-reseal lidding films sealed on divided trays
The next step is to share the results with squash farmers in New Jersey using connections from Mirtech, Inc. and Hellofresh. We have asked for their feedback on technical challenges, processing, and costs. With their input, we planned to establish commercially viable processes for large-scale manufacturing of the packaging. Our goal is to allow farmers to benefit from squashes’ improved marketability at a cost-neutral position compared to the packaging they are currently using.
In the meantime, we are working to submit two publications to internationally recognized journals with our results to have impacts on future researchers and wider agricultural communities. We are working to submit one publication to Postharvest Biology and Technology (ISSN: 0925–5214) with our progress on the optimization of squash noodles processing, and we are working to submit one publication to Food Packaging and Shelf Life (ISSN: 2214–2894) with our work on the shelf-life extension of squash noodles using MAP with microperforated peel-reseal films. Future researchers can follow our steps to develop peel-reseal packaging based on bio-based biodegradable films and containers, and they can apply the technology and methods to other fresh produce to benefit the wider agricultural communities.
Project Outcomes
This project was aimed to add value to squashes grown in NJ to increase their marketability and utilization. By developing healthy squash-based meal solutions in functional recyclable packaging, we estimated that the final product can create economic benefits for NJ squash farmers and improve the sustainability of NJ squash farming.
In recent years, NJ squash farmers are facing steadily growing economic losses from squashes that are harvested but unsold. In 2020, 4,560,000 pounds of harvested squashes (16 % of total squash produced) were unsold, and the estimated value of these unsold squashes was over $2 million. Therefore, by reducing the amount of unsold squashes, NJ squash farmers can see significant economic benefits and subsequently improve the sustainability of their farming.
Our product is a ready-to-cook meal solution based on squash noodles, packed in convenient peel-reseal packaging with microperforated lidding films to modify the atmosphere inside the package and ensure product quality. This product has many features that customers nowadays are looking for, which are healthy, nutritious, flavorful, fresh, and convenient, with superior quality and reduced environmental impact. As a result, this product provides NJ farmers with an opportunity to rebrand NJ squashes and expand their markets to reduce the loss from unsold squashes and improve the sustainability of their farming.
Our research group sees sustainability as an important topic. We study food packaging, a topic associated with all three perspectives of sustainability. On one hand, food packaging has its own issues by having high environmental impact from raw material extraction and end-of-life treatment. On the other hand, food packaging is a possible tool to reduce food loss and food waste that impairs agricultural sustainability by wasting agricultural resources and leading to economic losses for farmers. Therefore, one goal of our research group is to improve agricultural and food sustainability while not creating more environmental, economic, and social impacts from food packaging.
This project served as the starting point for us to understand how food packaging can improve agricultural sustainability by improving the marketability of agricultural products and creating economic benefits for farmers. In this project, we used technologies such as flexible films, peel-reseal, and modified atmosphere packaging to improve the quality and convenience of an agricultural product. In the future, we will also apply other technologies such as controlled release packaging, antimicrobial packaging, ethylene scavenging, and intelligent packaging to further improve the quality, safety, shelf-life, traceability, and convenience of agricultural products to contribute to the bigger scope of agricultural sustainability.