Final report for SW14-015
Project Information
Small and mid-sized family farmstead or artisan dairy manufacturing operations have the challenge of how to dispose of whey produced from cheese making as it carries a high biological oxygen demand. This project takes a multi-disciplinary systems approach to solving the waste problem while at the same time ameliorating the nutrient balance issues on dairy farms, lowering the carbon footprint and greenhouse gas emissions, and providing an opportunity for additional revenue needed for a sustainable dairy farm—dairy manufacturing business for rural families, and building more visible linkages between farms and consumers.
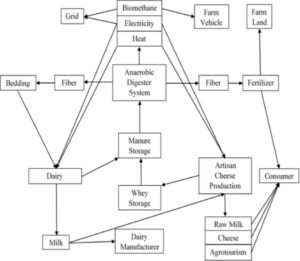
The ultimate goal of this project is to demonstrate how all the whey (and any waste product from equipment rinsing) generated in an artisan dairy manufacturing operation can be combined with manure from the dairy farm in an aerobic digester to generate a deodorized biofertilizer and combustible gases. And to provide tools that will enable farmers to make an informed judgment on the costs and economic viability of starting an artisan dairy manufacturing operation in conjunction with their dairy farm.
Although encouraged for use on farms, digester systems do not function efficiently when the input is just manure because they lack easily fermentable carbohydrate. The sugar in whey greatly increases digester efficiency and we aim to determine the optimum combinations of whey and manure, and the best digester system that will provide an economic return for use by the ag-in-the-middle dairy farmer.
- Collect data and determine on 3 dairy farms (Logan, UT; Midway, UT, Colorado City, AZ): (a) their current nitrogen and phosphate balance including nutrient imports and exports and manure production and usage, and (b) their current economic balance of costs versus expenditures.
- Collect data and determine for 3 dairy processing operations (2 associated with farms [Heber Valley Dairy/Artisan Cheese in Midway and Meadowayne Dairy in Colorado City] and one independent operation [Aggie Creamery in Logan]) over a year of operation: (a) their balance regarding milk and other ingredient inputs versus food products generated for sale, (b) composition and quantity of liquid waste such as whey and equipment rinsings, and (c) an economic evaluation of products made and sold and associated waste disposal costs.
- Use the dairy processing data to model anaerobic digestion for each operation, and determine the extent of manure that can be blended with the total waste processing stream to optimize (a) production of biomass suitable for sale as deodorized soil condition, (b) production of energy as combustible gases (with or without conversion into electricity), (c) conversion of manure into biomass suitable for land application on the farm. In conjunction with this modeling, construct a lab scale digester that can be operated under the various specified conditions to confirm and refine the computer model.
- Determine the economic viability of each situation based upon Objective 3 that includes (a) sale of biomass and carbon credits, (b) impact on energy, (c) savings on waste disposal, (d) costs of transport of whey (when the processing operation is separate from the farm), and (d) nutrient management on the farm.
- Determine the improvements in nutrient balance on the farm based upon the various scenarios, and the benefits accrued by adding a processing system to milk production on a dairy farm.
- Determine the appropriate digester system needed for each scenario to achieve the best return on investment and most efficient long-term operation that would suitable for various size operations.
- Determine the benefits related to farm sustainability and solid and liquid processing waste disposal for farm and processing operations that range include small farmers, Ag in the middle farmers, and large farms
- Evaluate social and economic benefits related to (a) maintaining farming operations along with dairy product manufacture in rural and near rural locations, (b) reducing odor nuisance issues, and (c) developing stronger connections between consumers (who purchase products from the processing operation) and the dairy farms where the milk originates.
- Include in a previously developed model of profitability of artisan cheesemaking the costs and options of whey disposal and the economics of having an integrated farm/factory waste and nutrient management system.
Provide through face-to-face meetings, online resources, webinairs, how-to-videos, outreach to (a) established dairy farmers who are faced with the situation of staying in or leaving the dairy industry, (b) established dairy processors who must resolve low-value high BOD/COD waste streams, and (c) people looking to enter the artisan farmstead arena.
Cooperators
Research
Inclusion of anaerobic digestion on a farmstead cheese manufacturing operation can economically solve problems with waste disposal of whey and at the same time ameliorate manure management issues on the farm.
Current Artisan Cheese Whey Disposal
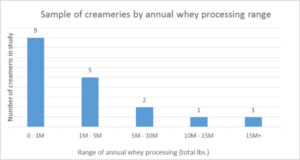
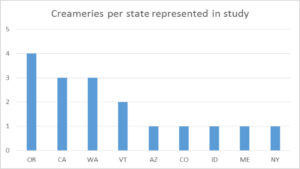
A survey was conducted by contacting 53 artisan cheese operations (creameries) to determine how they are currently disposing of any whey that is generated as part of their cheese manufacture and their associated costs. There are various ways to utilize or dispose of whey and by surveying creameries from different states and of different sizes an estimate could be made as to when disposal costs are sufficiently high that they affect the economics of the operation.
53 creameries were contacted with a 34% response rate which resulted in 18 creameries participation. Initial contact with creameries was through email with the following questions:
- Annual operation whey volume
- % Total whey composition (acid vs. sweet)
- Operational costs associated with whey removal
- Start-up costs associated with installing whey management system
The majority of the responses came back via email and many more were through a follow-up call where a discussion of methods of and values of whey management strategies was obtained.
Manure to Whey Ratio
The volume and composition of biogas produced in a small scale static anaerobic digestion system was measured when whey was substituted for dairy manure at ratios of 25, 50, 75 and 100% using acid whey (pH 4), sweet whey (pH 6) and neutralized whey (pH 8). This will confirm previous reports that there is a limit to how much whey can be used, and provide information on whether a single pH adjustment can be effective to prevent acidification of the bioreactor. This will then determine what proportion of milk produced on a farm could be used to manufacture cheese and have all the subsequent whey codigested with all the manure from the farm.
Whey-manure mixtures, plus an activated sludge and mineral and vitamin supplement, were placed in 140-mL glass bottles fitted with a syringe inserted through a rubber septum for measuring biomethane potential. Samples were incubated at 35°C, and when gas had filled the syringe (~60 mL) the syringe was withdrawn and gas composition measured using gas chromatography and volume of methane and hydrogen produced was calculated. Then the syringe was replaced and digestion and gas collection continued. Statistical analysis was performed with effects of percent whey (n=4), whey pH (n=3) and sampling time (n=3) and their two-way and three-way interactions.
Economic Analysis
Enterprise budgets were used to calculate net present value (NPV) and internal rate of return (IRR) based on:
- estimations from literature based on an previously published enterprise budget for a 210-cow dairy operation and adjusted to estimated annual receipts and costs for Utah in 2015.
- estimated annual receipts and costs for an artisan cheese plant producing bottled raw milk and cheese,
- estimated annual receipts and costs for an inverted bed reactor anaerobic digester to handle manure and whey.
Each enterprise was analyzed separately and integrated together as shown below to provide hypothetical models of annual costs and returns that can be viewed as a tool to help farmers make decisions about investments.
Alternate Uses for Digester Outputs.
To make anaerobic digestion economically feasible for small scale operations such as a 210-cow dairy farm combined with a cheese operation in the USA, operation of the digester to produce a biomass material that has higher value than use as bedding material or land application, and can be exported from the farm was studied. This included:
- Determination using computer modeling of how to maximize the production of biomass rather than biogases.
- Determination of suitability of digester biomass for use as a potting mix rather than using peat moss.
Two mixtures (50% manure + 50% water and 42.5% manure + 42.5% water + 15% whey) were anaerobically digested in a 60 L induced bed digester for a period of 10 d at 35°C and sufficient biomass effluent produced for testing. The effluent was air dried and analyzed for it’s ability to act as a potting mix. Each mixture was measured for it’s ability to act as potting mix and the effect of digestion on fungi and protozoa content.
Bulk density was measured by filling a container to a marked line representing a volume of 45 mL, and then dropping the container from a height of ~8 cm and then adding additional sample to reach the volume line. The sample was then transferred into a tray and dried in an oven set between 71 to 93ºC, the dried sample was weighed and bulk density (g/mL) calculated as dry weight divided by the volume of the container.
Water holding capacity was determined using the compartments of a 6-pack planting container. First, the drainage holes were sealed and the containers were filled with water and the volume of the water measured using a graduated cylinder. Then 45 mL of a slightly moistened sample of biomass (i.e., it felt moist when touched by hand) was deposited into the compartment to completely fill the container. Water was slowly added into the compartment until the sample was completely saturated and the surface was glistening. The amount of water added was recorded as total pore volume. The compartment was then placed over a watertight container, the seal covering the drainage holes removed and water allowed to drain out of the compartment. The volume of water that was expelled (taking ~30 min) was recorded as the aeration pore volume.
Based on these volume measurements, total porosity was calculated as total pore volume divided by container volume. Air capacity was calculated as aeration pore volume divided by container volume, and both expressed as percentages. Water holding capacity was then calculated as total porosity minus air capacity.
A sample of the manure prior to digestion, and the liquid biomass obtained after 10 d of hydraulic residence time on manure and the manure:whey mixture in the IBR anaerobic digestion system were collected and sent to Earthfort Labs (Corvallis, OR) for biological analysis as a soil amendment.
Re-evaluation of Digester Economics
After determination that the biomass from anaerobic digestion of manure:whey mixtures had physical properties suitable for use in as a potting mix, the economics of implementing a digester at conditions to maximize biomass production were revised.
Current Artisan Cheese Whey Disposal
Attributes of the creameries that participated:
- Range of sizes (lbs. of whey processed per year):
- Location of creameries per state they were located:
There were 4 main modes of whey management trends were observed
- Agreement with farmer to pick up (n= 5)
- Can feed to their own animals on farmstead operation (n = 4)
- Compost/process on farm and use for fertilizer/irrigation (n = 4)
- Pay to have it hauled off/put down drain (n=5)
Significant operational costs are associated with having the whey removed from the farm or relying on a municipality to process in their grey water system. This mode was mainly observed in the larger creameries which had out grown their local farmers needs to feed their animals or were dealing with primarily acid whey which is less nutrient dense for animal feed.
Operational costs per lbs. of whey processed were predicted with R2 = 0.73 using the line of best fit equation (n=16): y = 8E-10x - 0.0001. The point at which costs become significant for a creamery to process their whey occurs between 850,000 and 2,000,000 lbs. of whey processed annually. The first data point that we recorded impactful costs for a creamery were those that are processing at least 2,000,000 lbs. of whey per year (n=9). Costs ranged from paying high start-up costs to install a biodigester on site to operationally paying to have whey removed to an alternative location. Creameries that are processing less than 1,000,000 lbs. of whey are likely to have little to no costs associated with their whey management system (n=9).
There are a range of unique situations that made it hard to observe mass correlations in costs, such as:
- Particular location of creamery with extremely stringent local waste water laws
- Use of public funds to supplement installation cost of novel management systems onto property
- Weather change resulting in switch of whey stream from being a waste center to being a desired animal food source in geographical areas of extended extreme drought
- Exclusively acid whey in waste stream at high operational volume
- Missing operational costs due to tracking challenges
Manure to Whey Ratio
During the 35-day incubation period, there were different rates of biogas production. Some samples produced 60 mL within 24 h while others took ≥10 days. Also, some of the samples stopped producing any biogas after the first or second gas samplings. These differences were considered to be an indication of
- how quickly bacteria in the starter adapted to their environment,
- stability of bacterial community in the samples, and
- predominance of gas-producing bacteria.
In general, anaerobic digestion was stable at up to 50% substitution of whey for manure with primarily production of methane as the combustible biogas. When 75% or 100% of the manure was replaced with whey, most samples produced hydrogen with very little (<10%) methane being produced. There was also for a greater tendency for early cessation of biogas production.
Neutralizing the whey before digestion had no significant effect on whether methane or hydrogen was the predominant biogas. Composition of the biogas was fairly consistent during incubation with no consistent trend observed other time.
When replacing 25% and 50% of manure with whey, methane was the dominant combustible biogas (99.95 and 99.35%, respectively). With 75 and 100% replacement, more often only hydrogen was produced. This difference in biogas composition was explained by the higher level of fermentable carbohydrate (lactose) in whey. After digestion, pH was significantly decreased when whey percent was increased to 75%. Mean pH values were 6.51, 6.50, 6.36 and 6.19 for mixtures containing 25, 50, 75 and 100% whey, respectively.
For a 210-cow dairy farm, with an average milk production of 80 lb per day and a similar manure production of 80 lb per day, the amount of milk that can be converted into cheese and the resultant whey combined with manure is dependent firstly on how much manure can be collected and used in the digester This depends on whether the cows are pasture grazed or kept in confined housing. If only 60% of the manure is applied directly to the fields by the animal then there is only 47,000 lb of manure per week available to the digester. Secondly, it depends on the ratio of whey that can be added to the digester with the manure. At a 25% substitution rate, this would allow processing of 16,000 lb of whey per week. This would be generated from conversion of 17,000 lb of milk per week into ~1,700 lb of cheese.
Economic Analysis
The annual enterprise budget for a 210 cow dairy farm calculated for 2015 is shown in the following table with a net annual loss of $370 per head when ownership costs of the dairy farm are included.
|
|
Unit |
Quantity |
Per |
Total Value |
|
Gross Receipts |
|
|
|
|
|
Milk (for Artisan) |
cwt |
10,294 |
$25.00 |
$257,373 |
|
Milk (for Bulk Sale) |
cwt |
16,003 |
$17.00 |
$272,051 |
|
Bull calves |
head |
95 |
$300.00 |
$28,350 |
|
Heifer calves |
head |
95 |
$300.00 |
$28,350 |
|
Cull cows |
head |
63 |
$1,500.00 |
$94,500 |
|
Total Receipts |
|
|
|
$680,625 |
|
Operating Costs |
|
|
|
|
|
Alfalfa hay |
cwt |
11,729 |
$9.00 |
$105,559 |
|
Corn silage |
cwt |
25,893 |
$2.75 |
$0 |
|
Grain mix |
cwt |
19,656 |
$10.00 |
$196,560 |
|
Minerals |
cwt |
151 |
$30.00 |
$4,536 |
|
Feeder hay |
cwt |
1,620 |
$7.50 |
$12,150 |
|
Marketing |
head |
210 |
$69.70 |
$14,637 |
|
Supplies |
head |
210 |
$171.85 |
$36,088 |
|
Utilities |
head |
210 |
$51.44 |
$10,802 |
|
Legal and accounting |
head |
210 |
$13.72 |
$2,881 |
|
Bedding |
yd3 |
950 |
$15.00 |
$14,250 |
|
Manure management |
head |
210 |
$20.00 |
$4,200 |
|
Replacement heifers |
head |
69 |
$1,900.00 |
$131,100 |
|
Interest on operating capital |
head |
210 |
$39.07 |
$8,204 |
|
State & association charges |
head |
210 |
$32.94 |
$6,917 |
|
Insurance |
head |
210 |
$17.17 |
$3,605 |
|
Veterinary Medicine |
head |
12,774 |
$1.00 |
$12,774 |
|
Miscellaneous |
head |
210 |
$19.79 |
$4,155 |
|
Machinery (fuel, repair) |
$ |
6,548 |
$1.00 |
$6,547 |
|
Vehicles (fuel, repair) |
$ |
3,615 |
$1.00 |
$3,615 |
|
Equipment (repair) |
$ |
5,539 |
$1.00 |
$5,538 |
|
Housing and Improvements |
$ |
3,293 |
$1.00 |
$3,292 |
|
Hired Labor |
hour |
3,120 |
$12.00 |
$37,440 |
|
Owner Labor |
hour |
2,080 |
$25.00 |
$52,000 |
|
Total Operating Costs |
|
|
|
$676,855 |
|
Income Above Operating Costs |
|
|
|
$3,769 |
|
Ownership Costs |
|
|
|
|
|
Capital Recovery: |
|
|
|
|
|
Purchased Livestock |
$ |
- |
$1.00 |
$0 |
|
Housing and Improvement |
$ |
19,259 |
$1.00 |
$19,259 |
|
Machinery |
$ |
6,955 |
$1.00 |
$6,954 |
|
Equipment |
$ |
15,378 |
$1.00 |
$15,378 |
|
Vehicles |
$ |
3,310 |
$1.00 |
$3,310 |
|
Interest on Retained Livestock |
$ |
270,000 |
$0.06 |
$14,850 |
|
Taxes and Insurance |
$ |
1,930 |
$1.00 |
$1,929 |
|
Overhead |
$ |
20,000 |
$1.00 |
$20,000 |
|
Total Ownership Costs |
|
|
|
$81,682 |
|
Total Costs |
|
|
|
$758,538 |
|
Net Income |
|
|
|
($77,913) |
|
Net Income per head |
|
|
|
($371) |
The annual enterprise budget for an artisan cheese operation attached to a 210 cow dairy farm calculated for 2015 is shown in the following table with a net annual income based upon 210 cows of $943 per head.
|
|
Unit |
Quantity |
Per Unit |
Total Value |
|
Gross Receipts |
|
|
|
|
|
Raw Milk |
cwt |
1039 |
$70.00 |
$72,065 |
|
Cheese |
|
|
|
|
|
Direct Market (50%) |
lbs |
104,926 |
$13.00 |
$682,020 |
|
Wholesale (30%) |
lbs |
104,926 |
$7.80 |
$245,527 |
|
Distributor (20%) |
lbs |
104,926 |
$3.90 |
$81,842 |
|
Other Retail Net Sales |
$ |
1 |
$5,000 |
|
|
Agrotourism (40/wk) |
People |
2,080 |
$5.00 |
$10,400 |
|
Total Receipts |
|
|
|
$1,096,855 |
|
Operating Costs |
|
|
|
|
|
Cheese Maker |
Salary |
1 |
$45,000 |
|
|
Owner Labor |
Hours |
2,080 |
$25.00 |
$52,000 |
|
Hired Labor |
Hours |
3,120 |
$12.00 |
$37,440 |
|
Hired Labor |
Hours |
15,600 |
$7.25 |
$113,100 |
|
Packaging |
lbs |
104,926 |
$0.50 |
$52,463 |
|
Water Service |
hcf |
10,493 |
$5.25 |
$55,086 |
|
Whey Management |
$ |
1 |
$4,000 |
|
|
Sanitation |
$ |
1 |
$15.47 |
$15 |
|
Electricity |
$ |
104,926 |
$0.39 |
$40,921 |
|
Propane |
$ |
104,926 |
$0.14 |
$14,840 |
|
Marketing (3%) |
$ |
1,096,855 |
|
$32,906 |
|
Farmers' Market Fees |
$ |
52 |
$60.00 |
$3,120 |
|
Distribution |
gal |
533 |
$2.70 |
$1,440 |
|
Maintenance |
$ |
104,926 |
|
$1,049 |
|
Cultures (52 vats/yr) |
|
|
|
$8,465 |
|
Milk |
cwt |
10,260 |
$25.00 |
$257,375 |
|
Rennet (52 vats/yr) |
|
|
|
$6,047 |
|
Salt (52 vats/yr) |
|
|
|
$6,047 |
|
Insurance |
$ |
1 |
$3,605 |
$3,606 |
|
Property Tax (1%) |
|
|
|
$14,607 |
|
Depreciation (10 Yrs) |
|
|
|
$149,309 |
|
Total Costs |
|
|
|
$898,835 |
|
Net Income |
|
|
|
$198,020 |
|
Net Income per Head |
|
|
$943 |
The annual enterprise budget for an anaerobic digestion handling manures from a 210 cow dairy farm and whey from an artisan cheese operation calculated for 2015 is shown in the following table with a net annual income of $10 per head.
|
|
Unit |
Quantity |
Per Unit |
Total Value |
|
Gross Receipts |
|
|
|
|
|
Net Metering (767 kWh/d) |
kWh |
365 |
$0.11 |
$29,955 |
|
Heat |
therm |
365 |
$0.95 |
$0 |
|
Biomethane (Residential) |
therm |
365 |
$1.00 |
$0 |
|
Biomass Bedding (75%) |
yd3 |
1,248 |
$15.00 |
$14,040 |
|
Biomass Fertilizer (25%) |
yd3 |
1,248 |
$15.00 |
$4,680 |
|
Custom Manure Mgmt. |
Head |
210 |
$20.00 |
$4,200 |
|
Custom Whey Mgmt. |
$ |
1 |
$4,000 |
$4,000 |
|
Carbon Offsets (CO2e) |
Tonne |
302 |
$12.50 |
$3,772 |
|
Tipping Fees (130% Capacity) |
yd3 |
2,500 |
$3.00 |
$7,500 |
|
Tax Credit (767 kWh/d) |
kWh |
280,000 |
|
$196 |
|
Total Receipts |
|
|
|
$68,343 |
|
Operating Costs |
|
|
|
|
|
Hired Labor (25 h/wk) |
h |
1,300 |
$12.00 |
$15,600 |
|
Owner Labor |
h |
52 |
$25.00 |
$1,300 |
|
Biomethane Prod. |
therm |
365 |
$0.50 |
$0 |
|
Legal Fees |
$ |
|
$750 |
$750 |
|
Other Professional Services |
$ |
|
$8,011 |
$8,011 |
|
Miscellaneous (767 kWh/d) |
kWh |
280,000 |
|
$560 |
|
Maintenance (5%) |
$ |
|
|
$17,812 |
|
Engine Overhaul (Every 4 yr) |
|
1 |
|
$1,500 |
|
Property Tax (1%) |
$ |
0.01 |
|
$3,562 |
|
Depreciation (20 Years) |
$ |
20 |
|
$17,142 |
|
Total Operating Costs |
|
|
|
$66,238 |
|
Net Income |
|
|
|
$2,105 |
|
Net Income per head |
|
|
|
$10 |
Investment costs for adding the artisan cheese operation to the 210 cow dairy farm are shown in the following table. How the cheese is marketed impacts net income as cheese can be sold directly by the artisan cheese maker (either through a retail store or online) at $29/kg compared to $17/kg or $9/kg if sold wholesale or through a distributor, respectively. Net present value (NPV) for the cheese making facility was estimated at $580,739 and internal rate of return (IRR) was 39%.
|
Artisan Cheese Facility |
Total Value |
|
Equipment |
$198,260 |
|
Land (acre) |
$20,000 |
|
Building (Processing, Cheese Storage plus Retail) |
$1,440,725 |
|
Total Initial Investment |
$1,658,985 |
Investment costs for adding the anaerobic digester are shown in the following table. Total operating cost was $66,238 with NI of $2,105 ($10/head) based on electricity generated and sale of digester biomass, carbon offsets and services for managing digestion of whey, manure and other organic wastes. Total cost for the anaerobic digester was $320,621 (after a 10% investment tax credit) that equates to $1,527 per head. NPV for the digester system was -$65,378 with IRR of -5.2%.
|
Anaerobic Digester Facility |
Total Value |
|
Building & Equipment |
$342,846 |
|
Land (2/3 acre) |
$13,400 |
|
Total Initial Investment |
$356,246 |
|
Investment Tax Credit (10%) |
$35,625 |
Alternate Uses for Digester Outputs
Alternate Uses for Digester Outputs
For digesting of manure, COD was reduced from 42,400 mg/L to 5,280 mg/L for a reduction in COD of 87.5%. For digesting of manure and 15% cheese whey COD was reduced from 47,260 mg/L to 3,753 mg/L, reducing the COD by 92.1%. This higher level of COD removal in the treatment containing whey could be attributed to the addition of more digestible carbohydrates found in the whey leading to increased microbial activity.
Microbial counts before and after anaerobic digestion are shown in the table below. There was a 3-log reduction in total fungi, a 2-log reduction in flagellates and amoebae, and 1.5-log reduction in ciliates. A reduction of these microorganisms is beneficial to reduce potential for disease in plants that may be grown in the material. While there was no quantitative data, it should be noted that odor was greatly reduced after digestion of both treatments with little to no manure odor remaining. It could best be described as smelling like wet soil. This reduction in odor would have positive affects if the location of the farm utilizing this material was close to urban areas.
|
Category |
Manure |
Digested Manure |
Reduction |
Manure +15% whey |
Digested Manure + 15% Whey |
Reduction |
|
Solids (mg/g) |
320 |
5 |
98.5% |
282 |
2 |
99.1% |
|
COD (g/L) |
4.24 x 104 |
5.28 x103 |
87.5% |
4.73 x 104 |
3.75 x 103 |
92.1% |
|
Total Fungi (ug/ml) |
3,352 |
0 |
100.0% |
2.8 x 103 |
4 |
99.9% |
|
Protozoa-Flagellates (/g) |
7.2 x 10 4 |
575 |
99.2% |
6.1 x 104 |
460 |
99.2% |
|
Protozoa-Amoebae (/g) |
3.4 x 106 |
5.8 x 103 |
99.8% |
1.8 x 106 |
4.6 x 104 |
99.8% |
|
Protozoa-Ciliates (/g) |
450 |
13 |
97.1% |
383 |
13 |
96.6% |
After digestion, the manure shows a substantial decrease in ammoniacal nitrogen and a much higher level of nitrogen from nitrates as shown in the table below. This decrease in ammoniacal nitrogen directly relates to a decrease in ammonia that would be released into the environment. Using anaerobic digestion as a method for treating manure would greatly help to diminish ammonia levels at the dairy farm. Effluent from the combination of manure and whey treatment shows an increase of nitrogen from nitrates of 33% over manure digested alone. This increase could be attributed to the nitrogen found in the proteins found in whey. Both effluents exhibited much larger portions of nitrogen from nitrates, phosphorous, and potassium than the potting soil.
|
Material |
Potting Soil |
Undigested Manure |
Digested Manure |
Digested Manure + Whey |
|
Ammoniacal Nitrogen |
0.11% |
0.08% |
0.00% |
0.00% |
|
Nitrate Nitrogen |
0.10% |
0.72% |
1.99% |
3.01% |
|
Phosphorus |
0.11% |
0.22% |
0.83% |
1.31% |
|
Potassium |
- |
0.22% |
3.98% |
2.76% |
|
Calcium |
- |
1.12% |
2.88% |
2.82% |
|
Magnesium |
- |
0.30% |
1.03% |
1.01% |
Density, total porosity, air capacity and water holding capacity of the digester biomass compared to a potting mix composed of composted bark, sphagnum peat moss, and perlite are shown in the table below. The water holding capacity of both treatments biomass was significantly higher than that of the potting mix. There was no difference between either treatment in water holding capacity. Total porosity and air capacity of each treatments biomass was also much higher that the potting mix but not from each other.
|
Material |
Density |
Total Porosity |
Air Capacity |
Water Holding Capacity |
|
|
(g/ml) |
--------------------(%)------------------ |
||
|
Digested Manure |
0.43 (0.02) |
63.7 (0.7) |
8.5 (1.0) |
55.2 (1.6) |
|
Digested Manure + Whey |
0.33 (0.01) |
66.7 (1.3) |
5.6 (0.3) |
61.0 (1.6) |
|
Potting |
0.14 (0.01) |
38.1 (1.6) |
2.2 (0.6) |
35.9 (2.0) |
Re-evaluation of Digester Economics
Based on computer modeling of anaerobic digestion it was determined that maximum biomass production could be achieved if the HRT was reduced to 3.3 day. For a 210-cow in which manure is mixed with 25% whey this would produce 3.93 yard3/d of biomass and 12,300 ft3/d of methane.
Net present value (NPV) and internal rate of return (IRR) at 12% discount rate over 20 years was then determined based on the wholesale price of the biomass and the renewable energy credits (REC) for electricity generated as shown in the Table below.
If the REC remains at $0.01/kWh and sale price of biomass is $0.95/ft3 install an anaerobic digester is not economically feasible for a 210-cow dairy and cheese operation It has a negative NPV of $-18,205 and IRR is only 7.64%. It becomes more favorable when the biomass can be sold at $1.45/ft3, which is $0.50 ft3 higher than its value as compost and still $1.00/ft3 lower than if sold at peat moss value, with NPV of $114,926 and IRR of 34.7%. These numbers further increase in there is an increase in REC value.
|
Biomass Wholesale Price |
REC |
NPV |
IRR |
|
($/2 ft3 bag) |
($/kWh) |
($) |
(%) |
|
|
|
|
|
|
$1.85 (compost value) |
$0.01 |
$-18,205 |
7.64% |
|
$2.85 |
$0.01 |
$114,926 |
34.71% |
|
$3.85 |
$0.01 |
$248,057 |
57.76% |
|
$4.85 (peat moss value) |
$0.01 |
$381,188 |
79.39% |
|
|
|
|
|
|
$1.85 (compost value) |
$0.10 |
$101,252 |
32.21% |
|
$2.85 |
$0.10 |
$234,383 |
55.48% |
|
$3.85 |
$0.10 |
$367,515 |
77.21% |
|
$4.85 (peat moss value) |
$0.10 |
$500,646 |
98.05% |
|
|
|
|
|
|
$1.85 (compost value) |
$0.40 |
$499,444 |
97.86% |
|
$2.85 |
$0.40 |
$632,575 |
118.11% |
|
$3.85 |
$0.40 |
$765,706 |
137.92% |
|
$4.85 (peat moss value) |
$0.40 |
$890,837 |
157.43% |
Artisan Cheese Manufacturer - Whey Disposal Costs
Impactful costs for whey disposal for a creamery occur when they are converting about 40,000 lb of milk per week into cheese. Creameries that are processing less than 20,000 lbs of milk per week into cheese have little cost associated with whey disposal.
One potential reason for no observed operational costs related to whey disposal for smaller creameries is that costs are vague and challenging to track when they are mixed into the overall operational costs such as staff who manage local farmer whey pick-ups with other duties. Until there is reason to have an explicit cost center associated with whey removal like payment per load for removal, costs are more likely to be intermingled with overall creamery operational costs.
Manure to Whey Ratio
The amount of whey that can be managed using a digester depends on the amount of manure available for co-digestion. The volume of whey as a function of the amount of milk produced from the farm will depend on the feeding system, either on pasture or as total containment. If pasture feeding is used then only 40% of the total manure may be capturable and used in the digester. If so, this limits the conversion of only 15% of milk from the farm into cheese (and whey) with the remainder having to be sold as bulk milk. If the digester can be sustained in operation with 50% of the input being whey, then 44% of the milk from the farm could be converted into cheese. In a constrained housing system in which 100% of the manure can be captured and fed to the digester, the milk utilized for cheese making can increase to 37% with a 25% whey to manure substitution and all of the milk could be used for cheese manufacture if a 50% whey to manure substitution can be achieved. These numbers for the amount of whey that could be sent to a digester would increase if manure from non-milking cows was also collected and sent to the digester.
Economic Analysis
If anaerobic digestion is only considered as a means of producing combustible gases, currently, with low energy costs and renewable energy credits (REC) of only $0.01/kWh, small-scale dairy farmers with ~210 milking cows, facing urban encroachment cannot economically adopt anaerobic digestion to manage waste without an appropriate investment subsidy (35% of then investment costs) reflecting its social value. If REC increased to $0.10/kWh, the situation changes and even selling the biomass at current compost prices, provides a positive Net Current Value of $101,252 and an internal rate of return (IRR) of 32%
Alternate Uses for Digester Outputs
Based on measurements for total porosity and air capacity and water holding capacity the biomass generated by anaerobic digestion of manure or manure/whey mixtures has suitability for use as a renewable replacement for peat moss in potting mixes. The digester biomass had almost double the total porosity (66.7%) and water holding capacity (61.0%) of a commercial potting mix (38.1%, 35.9%) and this water holding capacity is similar to that of peat moss. If hydraulic residence time in the digester is reduced to 3.3 days, this maximizes biomass output while also producing methane.
Then, even with REC of only $0.01/kWh, if the biomass can be sold at $1.45/ft3, which is $0.50/ft3 higher than its value as compost and still $1.00/ft3 lower than if sold at peat moss value, an investment in anaerobic digestion becomes very economically viable for small scale dairy operations (~210 cows) with NPV of $114,926 and IRR of 34.7%. These numbers increase further with an increase in either REC of price of biomass.
Research outcomes
Education and Outreach
Participation summary:
The primary focus of this project was to demonstrate how anaerobic digestion of manure mixed with whey could be used by combined dairy farm - cheesemaking operations to solve issues with disposal of whey in an environmentally sustainable fashion that would also provide benefits to the farm. When it was concluded that even in the most favorable situation being studied the use of anaerobic digestion was not economically viable, no outreach activities to promote its use were undertaken accept to report the information to agricultural professionals at the American Dairy Science Association annual meeting. Two poster presentations were made in 2017 and an oral presentation in 2018.
Education and Outreach Outcomes
Since the profitability of using anaerobic digestion for a small and midsize dairy with our without a combined artisan cheese making operation is dependent on the value that can be assigned to the biomass produced, this is the area that should be further investigated. Our preliminary research has shown that digester biomass has potential to replace peat moss in potting mixes. If this is confirmed, then the biomass has added value, and could be sold on a wholesale basis or directly to consumers. It would also provide a renewable replacement for peat moss, that has been classified as non-renewable or slowly renewable.
Suggested experimentation:
Perform a comparison on digester biomass and peat moss on water holding ability over time with repeated watering to see which material maintains water holding capacity for the longest time. Peat moss is thought to lose water holding capacity over time.
Perform a comparison between digester biomass and peat moss when used either as a sole potting material or as a component of a potting mix in supporting the growth of plants. For example, growth of tomato plants in terms of above ground growth, root growth, and yield of tomatoes.
- Economics of using anaerobic digestion for manure and whey disposal depends on the added-value of the digester biomass.
No changes in knowledge were reported.