Project Overview
Commodities
Practices
Proposal summary:
Shagbark hickory has the potential to become a high-value perennial staple crop for northern growers, offering the ecological benefits of a keystone species, the long-term resilience of a native crop, and a regional local alternative to pecans. However, commercial hickory kernel production is currently not possible because there is no automated cracking technology capable of reliably processing shagbark nuts. This single barrier prevents farmers from entering the market and limits the development of the industry.
Existing pecan crackers fail because they rely on predictable nut orientation and the cylindrical geometry of pecans. Shagbark nuts are more rounded and consistently misorient in pecan-style machines, resulting in incomplete cracks and low yields of intact kernel halves. Trials with both styles of pecan crackers, in addition to crackers for other nut species, have proven this. Of all crackers, the Meyers has produced the best results but it still resulted in inconsistent cracking due primarily to orientation issues, even with my best cracking selections.
Project objectives from proposal:
Over the past three years, I have developed three automated shagbark hickory cracker prototypes, each improving mechanical reliability, nut orientation, food safety, and cracking quality. My third model demonstrated that automated cracking is feasible: it produced clean, well-cracked nuts in a fully food-grade design. However, it reached only 20 nuts per minute and relied on a dual conveyor belt orientation system, which created the risk of abraded plastic fragments entering the food product. This confirmed that both a new orientation and cracking mechanism are necessary to achieve commercial viability.
With support from this grant, I will design, build, and test a fourth model capable of cracking approximately 60 nuts per minute, comparable in speed to commercial pecan crackers like the Meyers, but adapted specifically for shagbark hickory geometry. This design integrates lessons from earlier prototypes to eliminate conveyor abrasion and increases throughput.
The new design uses a multi-stage system to reliably orient rounded shagbark nuts and precisely crack the nut in a servo controlled roller cracker:
1. Round-hole sizing: Nuts are sorted by their second-smallest dimension which is the axis along which shagbarks generally crack most cleanly.
2. Single-stream vibratory feeder: Nuts move from a hopper into a controlled, single file flow within a tilted "V"-shaped feeder that ensures consistent face orientation.
3. Orientation stabilization: The V-channel rotates upright and steepens downhill in the direction of flow, increasing spacing to prevent interference between nuts and allowing equal vibration on both walls so nuts orient rather than spin along one side.
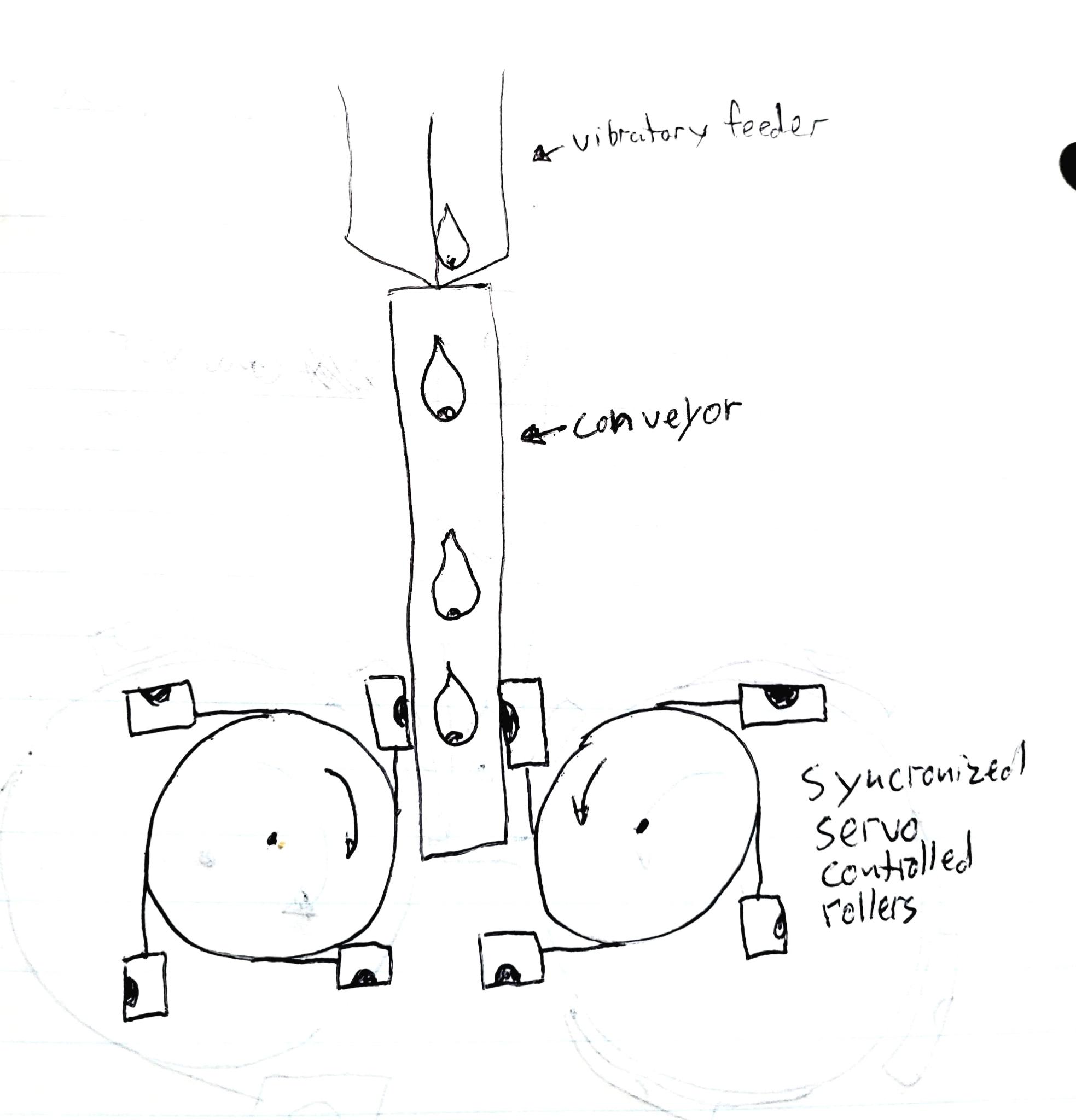
4. Transfer to food-grade pulley: The vibratory feeder transitions the oriented nut onto a small, food-grade pulley moving at a fixed speed.
5. Laser tracking: A laser sensor reads the nut position and a programmable logic controller (PLC) tracks each nut as it approaches the cracking roller.
6. Servo-synchronized roller cracking: Two rollers equipped with spring-mounted cracking cups rotate like a baseball pitching machine. The PLC signals the servos to accelerate or decelerate so that a cracking cup is positioned to precisely follow the nut to cup into the cracking face. The spring-tempered stainless-steel mounting causes the cup to extend to hold the nut until it has come off the pulley and then presses the cupping plate against the roller to crack the nut with high force.
All intellectual property from this work is and will remain fully public. Designs and specifications will be openly distributed and posted so that farmers, fabricators, and regional nut cooperatives can access and replicate the technology. Additionally, I intend to contract a third-party fabricator to produce these machines for sale at cost, ensuring accessibility via less fabrication difficulty for those who wish to own this cracker.