Final report for ONC19-066
Project Information
Emerging fruit crops, such as elderberry, are important value-added crops for small farmers in the rural areas of North Central Region (NCR). Adoption of those native fruit crops as commercial crops can increase farmers’ profit and benefit the sustainability of agriculture and ecosystem. However, low efficiency in harvesting and handling berries (fruits) is the biggest barrier for the development of elderberry industry. Elderberry farmers in Missouri have the developed destemmer to increase the efficiency in fruit removal, but manual handling (sanitizing, rinsing and weighing) is still labor intensive and slow. This project aimed to partner with local elderberry farmers to develop an automated elderberry handling system that could automate the destemming, sanitizing and rinsing procedures in fruit handling. A prototype of elderberry fruit handling system was developed and evaluated. Multiple education and extension activities were conducted to increase the awareness of such technology.
Problem statement:
Current elderberry production includes cutting fruit clusters by workers at maturity time and destemming fruits for processing. Destemming process can be accomplished through available mechanical solution (destemmer) or by hand. Once the destemming is done, elderberry fruits must be washed and sanitized prior to selling or freezing to eliminate debris, insects, and unripe fruits according to FDA (Food and Drug Administration) guidelines. To wash the berries, they are placed in a container full of portable water where ripe berries sink to deep water, while insects, debris, and unripe berries float to the surface and can be skimmed off. Cleaned fruits are placed into a different container full of sanitizing solutions for sanitization, followed by rinsing, water dripping and weighing processes, as shown in Figure 1. The above fruit handling process requires a lot of manual labor, time, and money. Besides a long time working with water and chemical solutions, there is potential hazard to health workers. Moreover, in peak season, there is always a labor shortage.

Figure 1. The typical post-harvest elderberry processing processes, consisting of a destemming crew (1 – 2 persons) and a fruit handling crew (2 – 4 persons) for sanitizing, rinsing, and weighing elderberries.
The goal of this project was to partner with local elderberry farmers to develop an automated elderberry handling system that could automate the processes of destemming, sanitizing, rinsing, and weighing elderberry fruits. A prototype of an automated handling system was developed and evaluated. Multiple education and extension activities were conducted to increase the awareness of such technology.
The specific objectives of this project included:
- Survey different elderberry fruits delivery systems, including conveyor and auger systems.
- Develop and test different technologies (prototypes) to automatically handle elderberry fruits efficiently.
- Evaluate the efficiency of the developed system by comparing with manual operations.
Cooperators
- (Educator and Researcher)
Research
Develop an automated elderberry fruit handling system
1. System work principles
The developed elderberry fruit handling system works with a mechanical destemmer (e.g., Terry's Elderberry Destemmer or Elder Farm destemmer system as shown in Figure 2) that removes elderberry fruits from clusters (destem). As illustrated in Figure 3, the elderberry fruit handling system should include two or three independent fruit carrying and transfer systems that transfer elderberry fruits from the destemmer to different containers. Each container has different solutions, i.e., clean water, sanitation solutions to wash and sanitize fruits. The first container with potable water to separate mature fruits from foreign materials (debris, leaves, insects, and unmature/green fruits) based on their different density. Mature elderberry fruits are denser and heavier than water and sink to deep layer of the solution, while green fruits (unmature), leaves, stems, and other debris are lighter than water and float on top of solution. Foreign materials are collected and removed from the container using a sewage pump. Then cleaned fruits are transferred by the transfer system from the container to the second container with chemical solutions, i.e., sanitizer (e.g., chlorine products) according to the FDA requirements. All fruits would sink to the container bottom and transferred to the next container. The process will take more than 10 seconds during which, all fruits should be sufficiently sanitized. The last container has potable water rinse fruits that are transferred to a bucket of screen to drip water or an additional rinsing container if needed to rinse again. Finally, clean fruits will be transferred to a shipping bucket on an automated weighing station that will automatically fill the desired weight (e.g., 25 lbs). A label printer will print required information for each bucket.

Figure 2. An elderberry destemmer manufactured by River Hills Harvest (left) and Elderberry Farming (right).
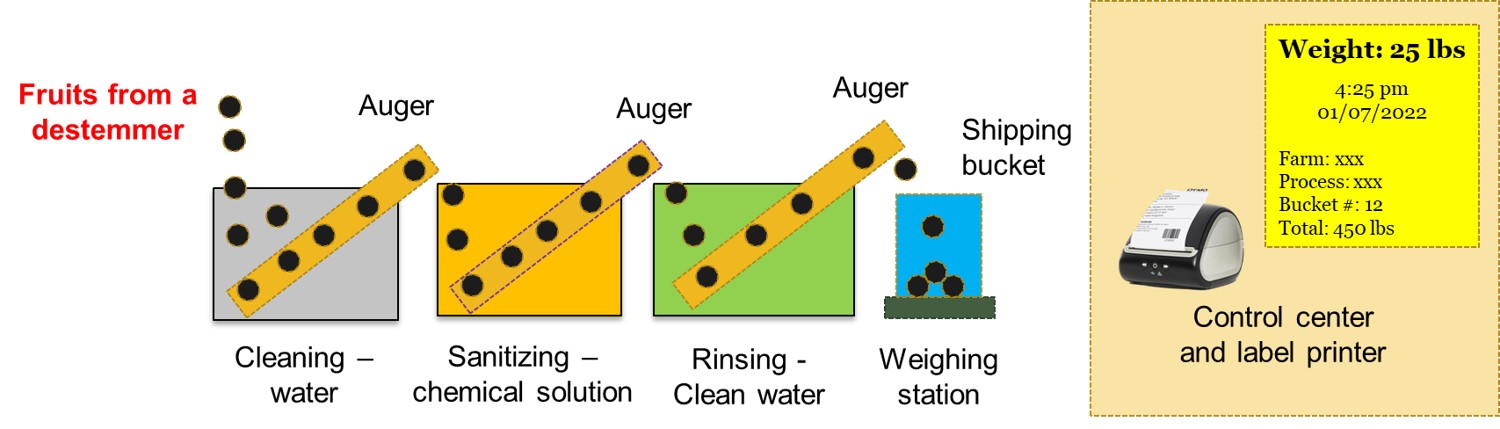
Figure 3. Illustration of the developed automated handling system, consisting of two tanks, two fruit delivery devices, weighing station, control system, and a label printer
2. System development and fabrication
We have designed different automated elderberry fruit handling prototypes by closely partnering with three local farmers. We fabricated some systems at local mechanical shops and the research shop of the University of Missouri. As illustrated in Figure 3, the developed elderberry fruit handling system includes four functions, i.e., cleaning, sanitizing, rinsing and weighing fruits automatically, by transferring fruits from different containers. The system consists of three identical fruit transfer units, an automated weighing station, a control system, and a label printer.
Design of the fruit transfer systems: We designed two different types of fruit transfer systems, i.e., a belt conveyor and a screw conveyor.
2.1 Belt conveyor system
Our first prototype was a belt conveyor system. The belt conveyor is widely used for mass transfer in different industrial systems, such as packages, vegetables, eggs. The basic idea was to carry fruits from a destemmer and pass them through different containers for cleaning, sanitization and rinsing. Figure 4a illustrates one unit of a belt conveyor system fabricated for our preliminary tests. The system consists of adjustable belts with separators between two sections. An AC motor and guidance frame were used to make the system working smoothly. Figure 4b shows the setup in our preliminary test for the belt conveyor system. The advantage of a belt conveyor system is that it may have minimal impacts to fruits and can transfer them safely. The following video shows how it worked in our preliminary test.
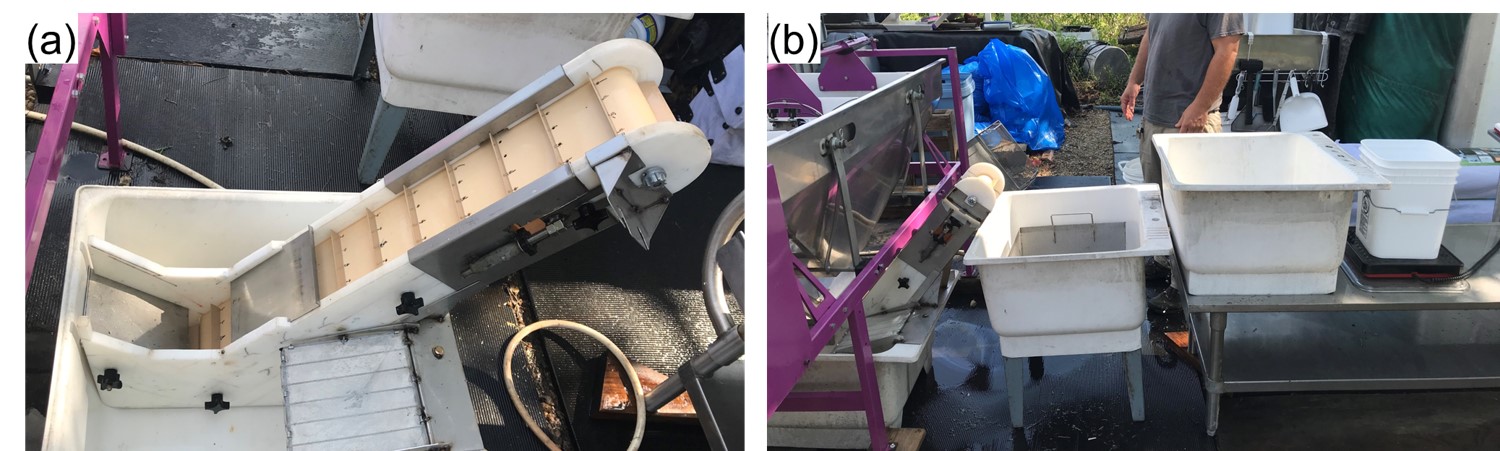
Figure 4. The prototype of a fruit transfer made from a belt conveyor.
Video 1. Demonstration of the developed belt conveyor system
2.2 Screw conveyor system
The second prototype was a screw conveyor system using auger flighting to transfer elderberry fruits. Compared to belt conveyor systems, a screw conveyor system is completely enclosed with a sealed channel and allows a higher speed. We also found that auger systems could allow fruits moving with water and potentially reduce mechanical impacts and damage on fruits. The auger system was designed according to the Design of screw feeders tutorial of the PowderProcess.net (https://powderprocess.net/). We first defined the required capacity for the auger conveyor according to the processing capacity of a destemmer. In our communication with farmers, the current destemmers can process about 500 lbs elderberry fruit each hour. We selected the most popular shafted screw augers with standard screw flight (constant screw pitch = diameter). We used a correction factor of 0.5 times of capacity for the inclined installation angle of 45 degrees. The elderberry fruits are free flowing in water. Therefore, the calculated transfer capacity for a 4-inch diameter auger flight was:
- 250 kg per hour or 550 lbs per hour for a screw speed = 50 RPM
- 580 kg per hour or 1,300 lbs per hour for a screw speed = 115 RPM
Figure 5 shows one prototype developed for a preliminary study and demonstration. The prototype used two fruit transfer units, augers, auger channels, stepper motors, a weighing system and an automation control system. The prototype was used to evaluate the efficiency of fruit transfer and the performance of the automation system. In the preliminary trails, we used Daisy Precision Max Premium plastic BBs that have similar size of elderberries to evaluate their capacity. We also run trails with blueberries that have similar toughness as elderberry to predict fruit damage.
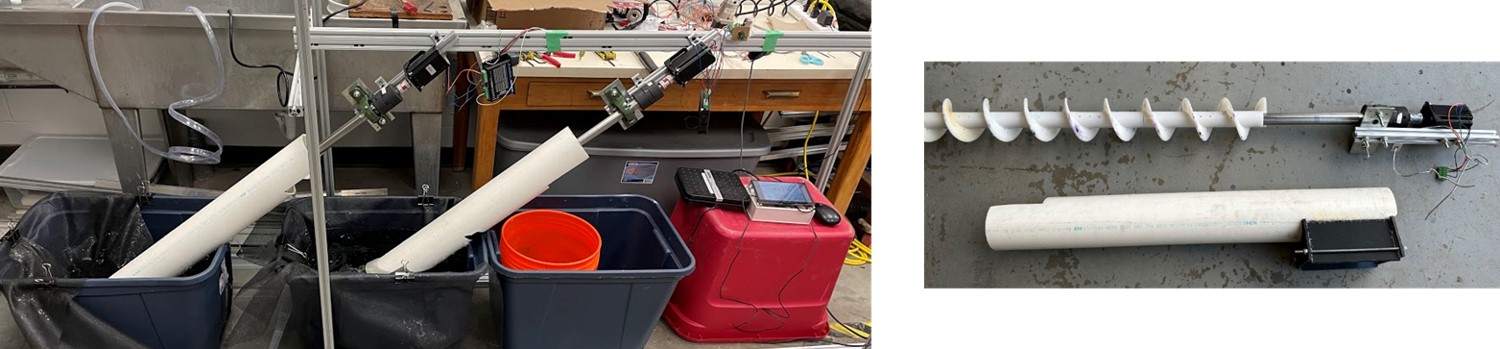
Figure 5. A developed prototype for elderberry handling, consisting of two fruit transfer units, containers, weighing system and automatic control system.
Video 2: Demonstration of a screw conveyor system
We also fabricated a stiffer version of a fruit transfer unit (Figure 6a) by working with a local mechanical shop. The fruit transfer unit consists of a motorized auger, an auger channel, a container, and a support frame. Figure 6b shows details of the auger channel that was made of food grade stainless steel. The diameter of the channel was 4 inches to match the size of auger flighting. The channel has a hopper (fruit receiver) to receive fruits from a destemmer or transferred from other units. There are small holes (diameter < 5 mm, less than half of fruit size) on the channel to drip water moving with fruits during transfer. In addition, we also added an adjustable plate to adjust the tilt angle of the channel. The channel tilt angle could affect the amount of water flowing with fruits during transfer and result in different fruit damage and transfer efficiency. Angles were tested for pressure accumulation using water with plastic BBs that are dense enough to sink. It was found that a tilt angle of 60 degrees could cause substantial crushed fruits in the bottom of the tube. We found that 45 degrees was determined acceptable and any shallower than 45 would also be sufficient. The tilt angle could be adjusted from 40 – 60 degrees.
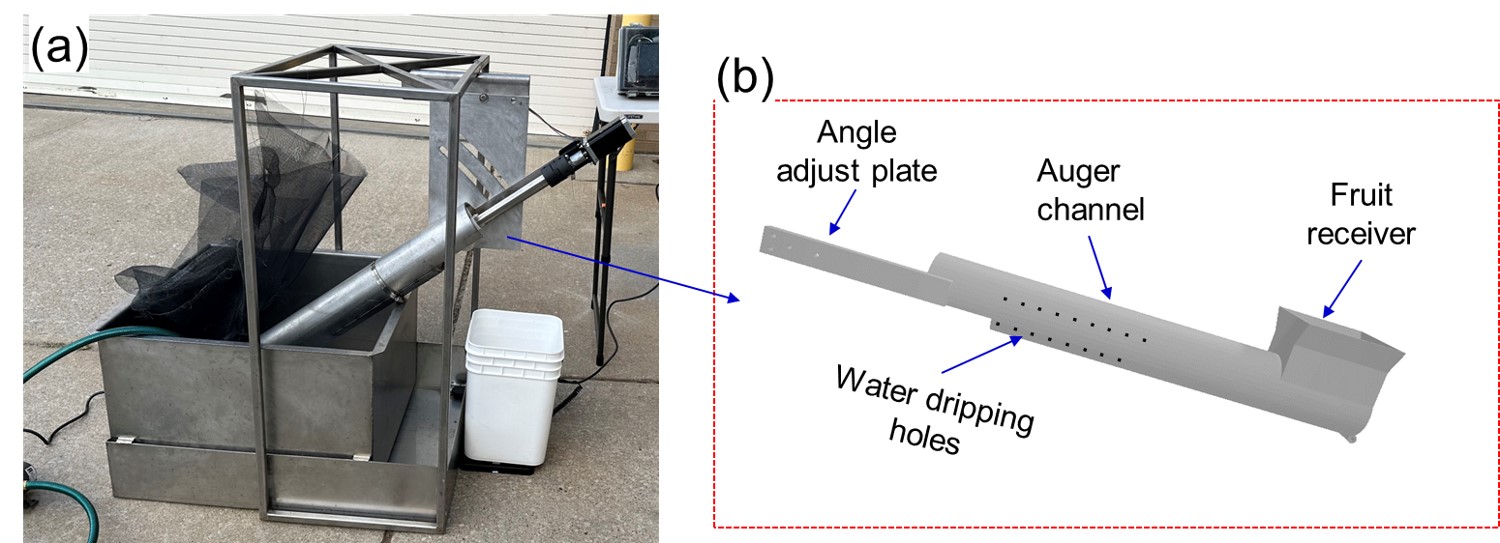
Figure 6. Illustration of the developed prototype. The major components include the auger channel, fruit receiver and angle adjustable plate. There are dripping holes on the back side of auger channel to allow water dripping out.
2.3 Motor drivers and control system development
We developed an automated control system to automate the fruit handling process. Figure 7 illustrates the connection of each component of the driving and control system. The auger of each fruit transfer unit is driven by a stepper motor (NEMA, model: 23HS45-4204S) with a variable speed controller. The stepper motors were powered using a 24 VDC power supply from a wall plug (110 VAC). The motor speed controller allows to manually adjust speed in a large range at either clockwise or counterclockwise direction. Once a desired speed was selected, the motor will keep the same speed. The operation of the augers is controlled using a microcontroller (Raspberry Pi 3B+) through a touch screen. When the control algorithm is running and a start button is pressed, the motors and speed controller are energized, and the ON-OFF switch button is functional. The digital scale is monitored by the controller to check the weight of the bucket. The motors and their controllers will be powered off when the desired amount of fruits are filled to a bucket (e.g., 25 lbs).
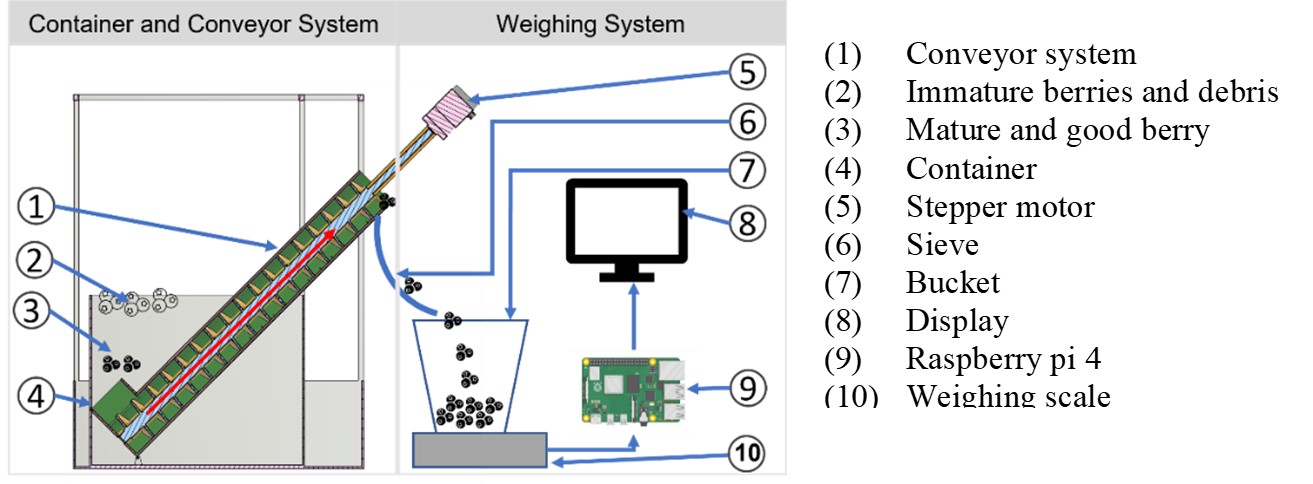
Figure 7. Illustration of the control and driving system
Figure 8 shows the developed control system, consisting of a microcontroller (Raspberry Pi), a DC power supply, a motor driver and a speed controller, a digital scale, and a touchscreen display.
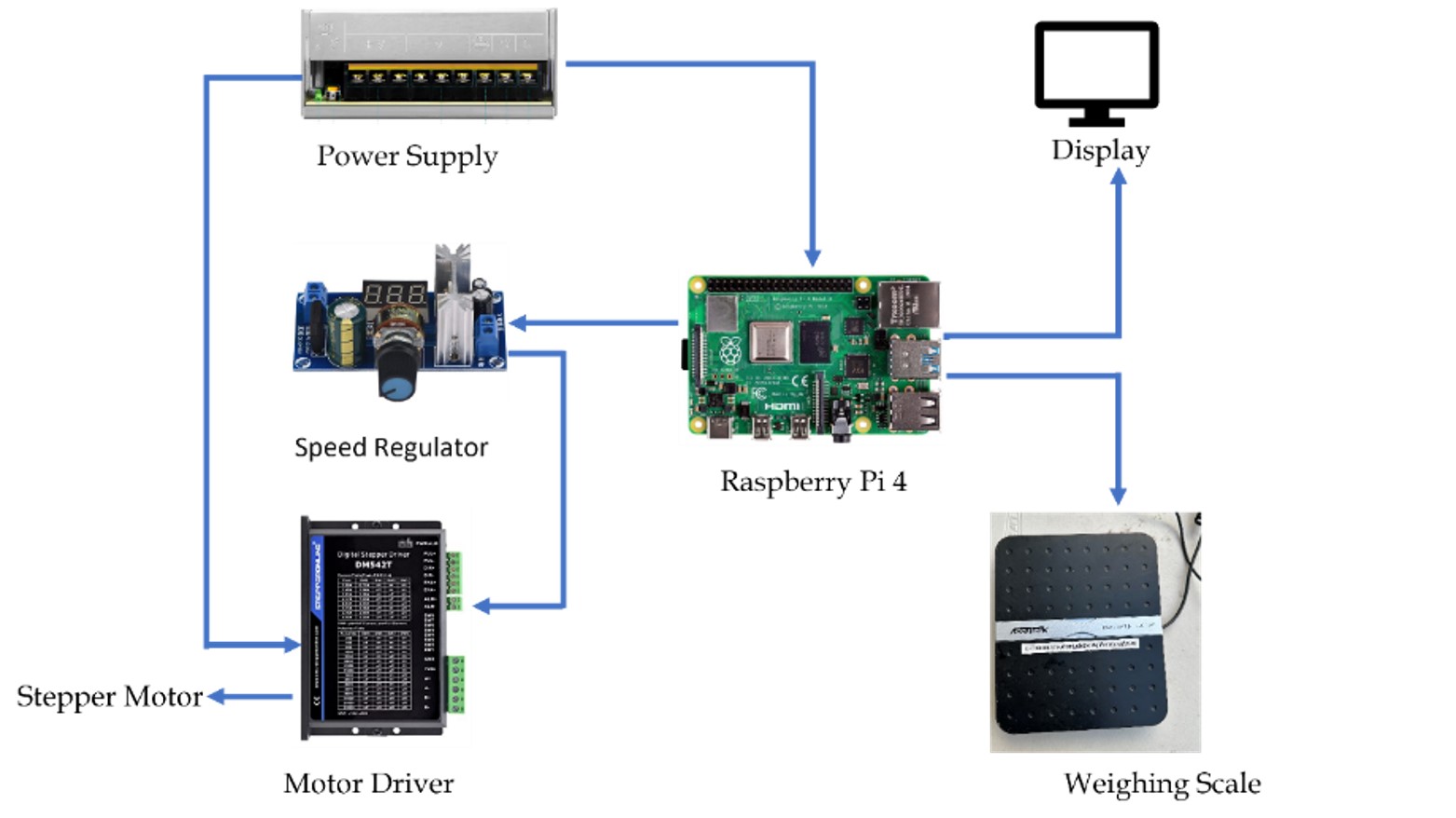
Figure 8. Diagram of the automated motor control and weighing system.
A digital scale was developed by adopting a low-cost commercial scale (Accuteck ShipPro W-8580, capacity: 110 lbs, precision/Accuracy: 0.1oz). We replaced the LCD display unit of the scale and rewired it to a load cell amplifier (HX711, Sparkfun company). Figure 9 illustrates the connection between different components. Digital scale readings are sent to the Raspberry Pi and shown on the display in real time. Meanwhile, the Raspberry will send out a signal to turn off the motors and stop filling more elderberries when reaches the target weight. The control system will also print a label that includes the information of date, time, farms, farmers, and a tract number if they are designed. A control script was developed based on Raspberry Pi. All data will be stored on the SD card of the Raspberry Pi and can be downloaded for future analysis.
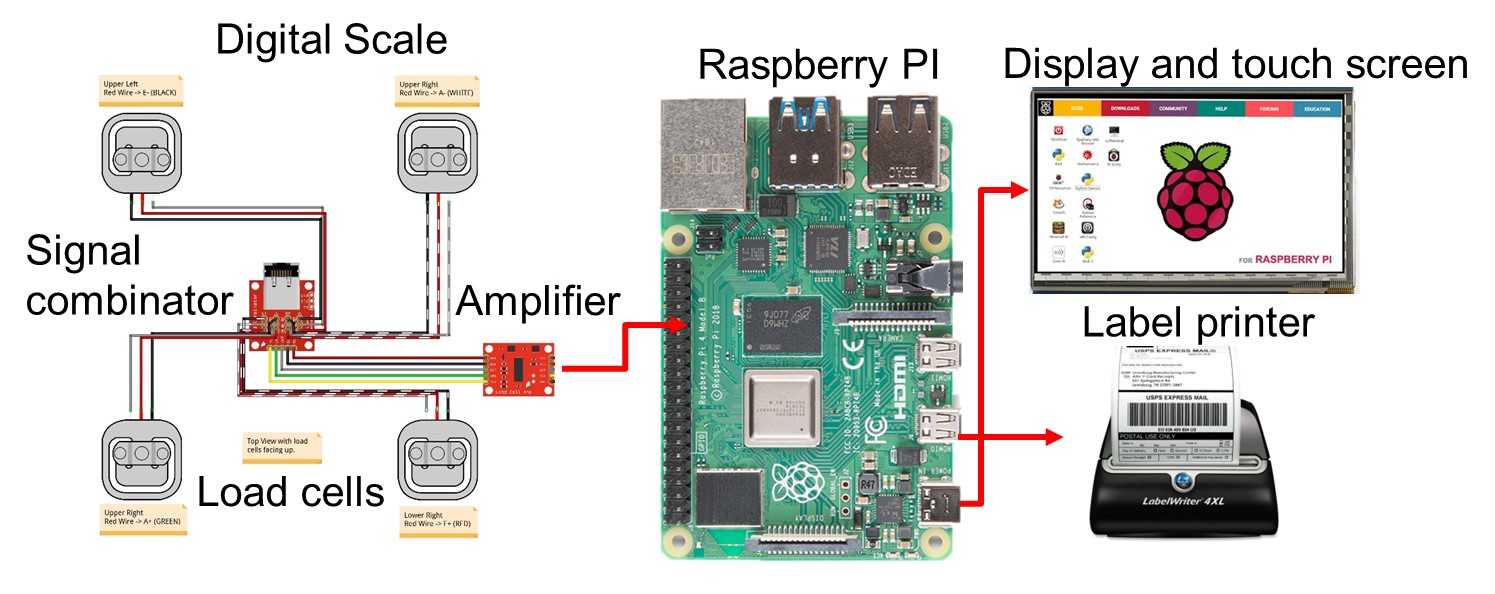 Figure 9. Diagram of digital scale, display and label printer.
Figure 9. Diagram of digital scale, display and label printer.
2.4 Elderberry acquisition
The performance of the developed automated elderberry fruit handling system was evaluated using elderberries collected at different fields of collaborative farmers in Missouri state. The fruit clusters were manually cut and stored before processing according to the proper protocols used by other researchers. All the matured clusters were kept in a refrigerator at the temperature of 4 Celsius degrees. All fruits were destemmed manually to avoid the additional damage due to mechanical impact by using destemmers. We evaluated the system using the following parameters:
- Fruit handling efficiency (pounds per hour): the capacity (lbs) of the elderberry fruits handled by the system in an hour.
- Fruit damage due to processing (percent): Amount of fruits having different types of damage, including crush, cut or bruise caused by the system in a single pass and multiple passes fruit processing procedure.
- Cleanliness: amount of foreign (non-mature fruit) materials after processing, including green fruits, debris and insects, etc.
The auger speed of RPM (Revolution per minute) was measured using a digital photo laser tachometer (CyberTech, Litetrek International). We used a reflective tape on the shaft as it is non-contact laser tachometer. Then we held it steady and pointed the laser towards the reflective tape. By this was we measured the RPM in every trails. The following figure shows the procedure of RPM measurement.
.

Figure 10. RPM measurement
2.5 Video recording
For measuring the duration of fruits going through the conveyor system, we took videos of the process using a digital camera (Sony α 6300). We set the camera in a position where the camera could capture the flow of fruits while coming out form conveyor. Later from the video, we determined the processing time of each pass.
2.6 Damage assessments
- Damage assessment procedure
External bruise or damage is the most common type of mechanical damage encountered during processing, packaging, and transportation. Bruise damage is an important consideration for fruit conveyor efficiency determination. Bruise mainly caused by impact inside the conveyor, presence of floating material and compressing force between fruits. External damage or bruise can be assessed in different ways, such as image processing, scanning, X-ray. But most effective way for damage detection is visual assessment, however, it is a time-consuming process.
In this study we took a certain number of samples (20 – 30 fruits) from each trail, and then spread them on a white paper. Then we took pictures of the fruits and labeled and counted fruits using an open source image processing software RoboFlow. In the software, we manually selected the good and damaged elderberry fruits with different colored boxes. As shown in Figure 11, we used yellow boxes to label “good” fruits (non-damage) and pink boxes for damaged elderberry fruits. The number of each type of fruits was automatically counted by the software, including the information of the total number of fruits, good and damaged fruits. The fruit damage due to processing is quantified using damage rate, defined by the following equation.


Figure 11. Counting good and damaged elderberry fruits with RoboFlow
- Multiple pass berry assessment
All fruits need go through multiple passes of different solutions for washing, sanitization and rinsing. Therefore, we evaluated fruit damage at different passes. We used 2.5 pounds of berries for each trail and cycled the berries three times through the fruit transfer units. Then, the processing time of each cycle and fruit damage were assessed to calculate fruit damage rate of each cycle.
- Cleanliness assessment
Cleanliness is an important parameter for fruit cleaning or processing system assessment. In terms of cleanliness assessment for elderberries means after processing or cleaning is there any foreign material like immature fruits, insects, leaves, stems rather than good and mature berries. In this study, after every trail we assessed visually about the presence of foreign materials.
The research has the following results according to the goal and objectives. In general, we achieved the proposed project goal and objectives. Through the cooperation with farmer partners, we developed different elderberry fruit handling prototypes for demonstration and education. The automated fruit handling system was tested and showed the potential of improving efficiency and reducing labor pressure.
1. Survey of challenges in handling elderberry fruits
We conducted surveys on the market-available handling systems and current challenges for elderberry fruit handling to analyze their pros and cons and potential to be adapted to elderberry. At least 50 farmers participated the survey. Survey indicated that they expected mechanical and automation solutions to improve fruit handling efficiency. Here is a copy of the Survey
2. Development and evaluation of automated fruit handling systems
The process of system development was described in the method and material section. We evaluate the performance of the developed system in their efficiency and quality.
2.1 Fruit handling efficiency
We collected data of fruit weight and processing time of each cycle to calculate their fruit handling efficiency. Figure 12 shows the handling efficiency at different rotational speed (rpm) of the screw conveyor system. It can be seen that the handling capacity was generally linearly increasing with the increase of conveyor speed. But we also found that further increases in speed caused a decrease in capacity. Because higher speed means more water flowed with the fruits in the channel. The max capacity of the developed system was around 820 lbs/hr at 650 rpm.
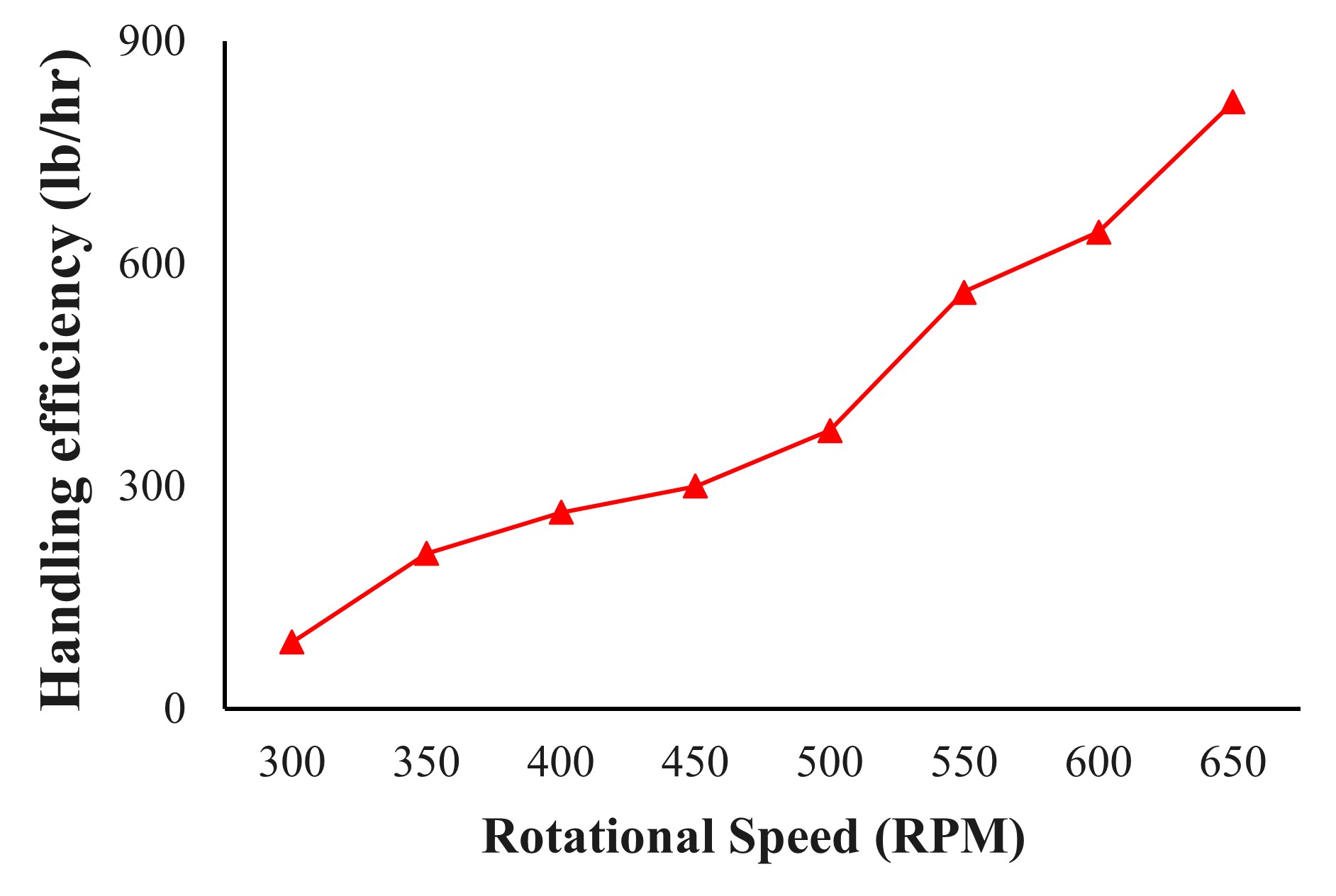
Figure 12. Relation between fruit handling efficiency vs. rotational speed of screw conveyor (RPM).
2.2 Relation between processing time and rotational speed
The data obtained from tachometer (RPM) and videos (indicating the processing time) were used to plot the graph in Figure 13, i.e., the processing time vs. RPM. From the figure, it is clear that rotational speed and time are highly correlated. The negative correlation means that processing time would decrease when with higher speed. An R2 value of 0.87 reveals that 87% of the variability observed in the target variable is explained by the regression model. At the rotational speed of 650 RPM, it took the least time to process.
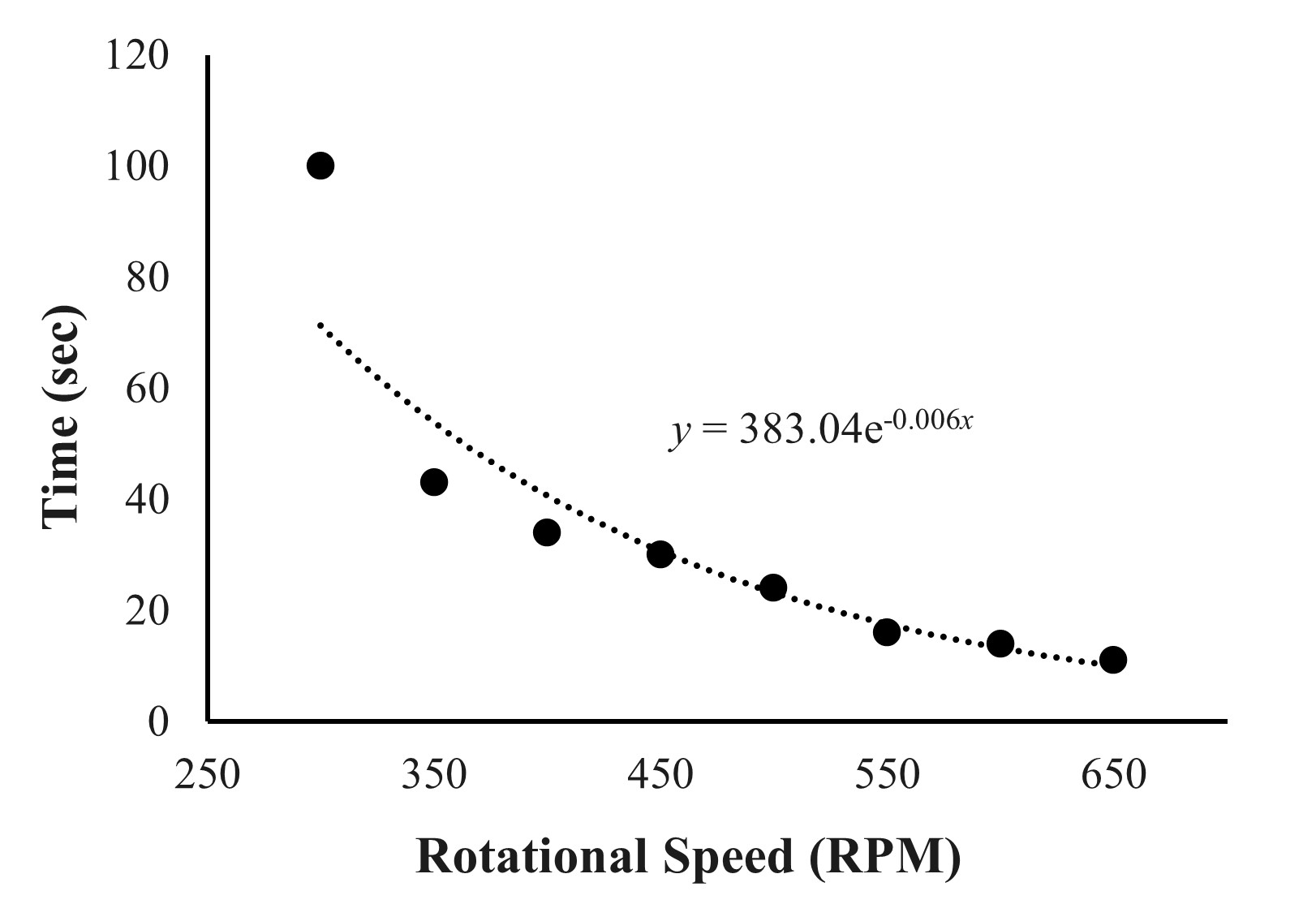
Figure 13. Processing time (second) vs. rotational speed (RPM).
2.3 Fruit processing efficiency over time
Figure 14 describes the accumulated weight of processed fruits and processing time at different passes at 300 RPM. It can be seen that for the first pass, it took around 100 seconds to process about 2.5 lbs. For the second and third passes, it took accordingly 34 seconds and 31 seconds to complete the process of 2.5 lbs fruits. For the second and third passes, it took less time because, due to the lower RPM, there was less water which created damage to the fruit samples. Damaged fruit set downward, which facilitates coming out quickly.
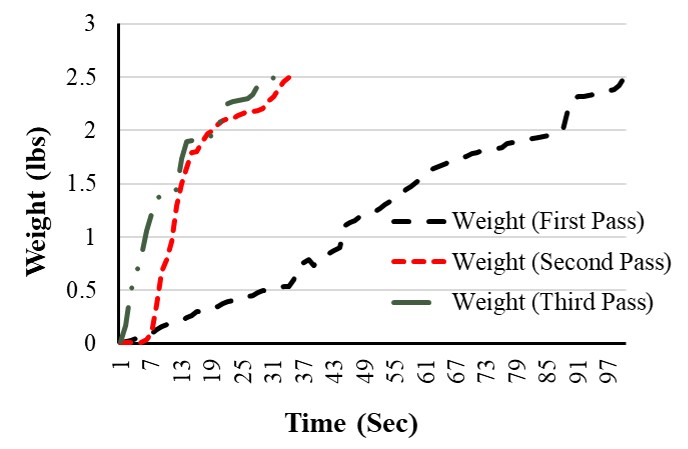
Figure 14. Weight Vs Time.
2.4 Fruit damage
Figure 15 describes the damage rate of elderberry at different rotational speeds. It can be seen that the damage rate decreased with rotational speed increased. When the speed is low, the damage is high, which might be because of less water flowing with fruits and more impact between fruits. As a result, fruits got smashed or bruised against the walls of the conveyor. But when RPM is high, the total scenario is the opposite. Then due to the higher speed of the conveyor screw can dispatch much water, which facilitates safe berry transfer from containers.
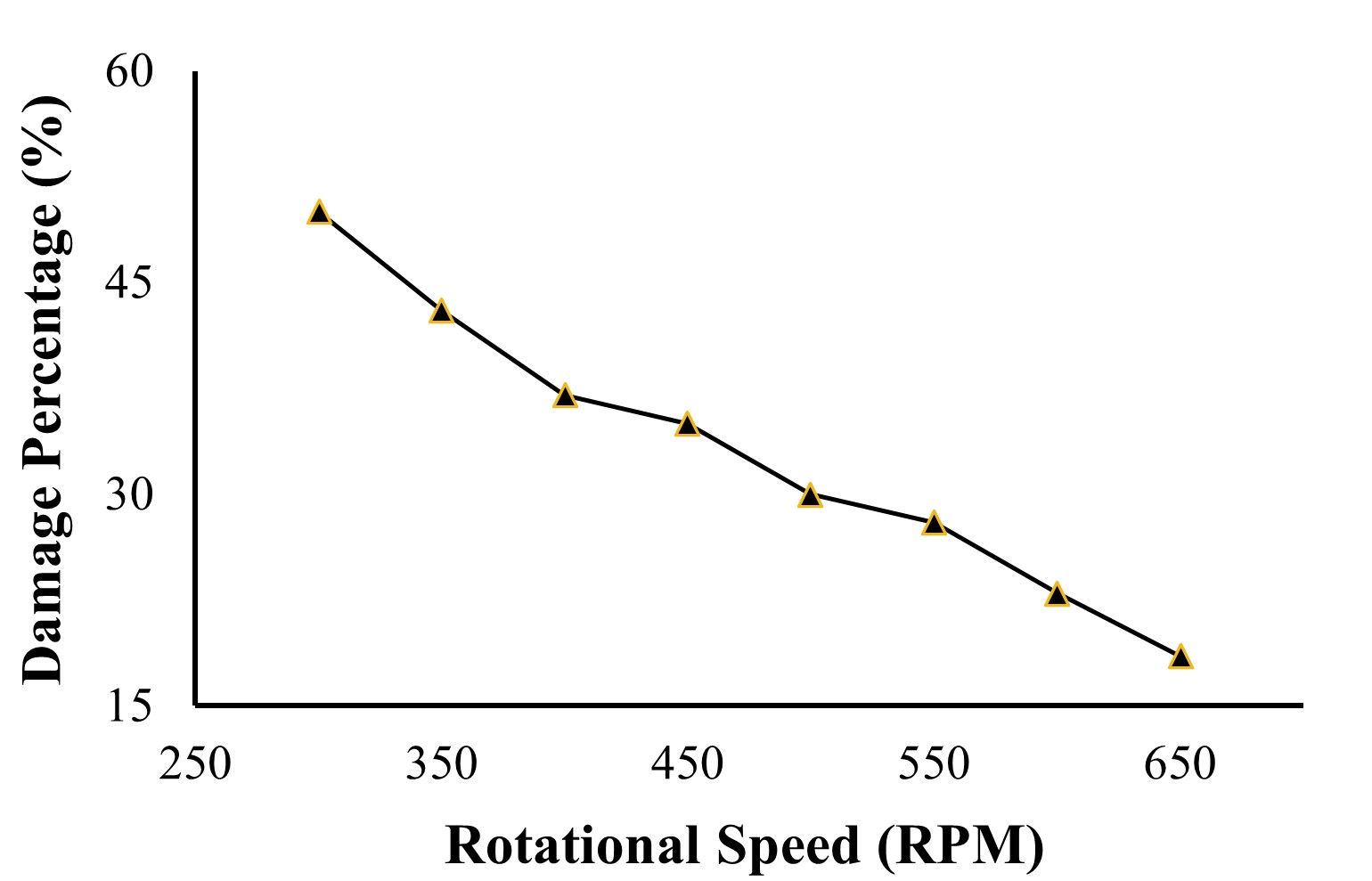
Figure 15. Damage rate (%) at different rotational speed (RPM).
- Berries after three pass assessment
At 500 rpm, the multiple-pass fruit damage assessment was conducted. The damage rate was determined visually. The damage rate of elderberry fruits at more passes increased. After the fourth pass, most of the berries got damaged. The withstand capacity of berries was examined in this way. Figure 16 illustrates the elderberry status after every pass.
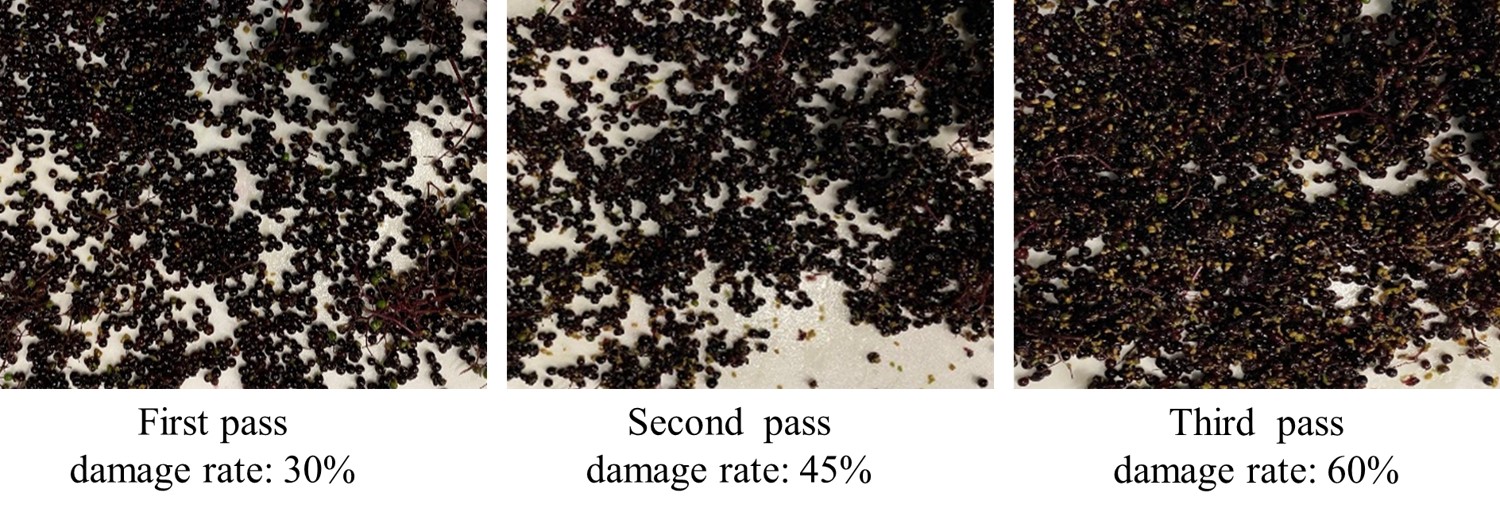
Figure 16. Fruits with different damage levels after different passes.
2.4 Cleanliness of processed fruits
Cleanliness of berries, i.e., presence of foreign materials, stems, immature berries, and other non-elderberry materials, was assessed visually after every trial. There was no debris or a negligible amount of debris present in cleaned berries. Because of the characteristic of mature berries submerged in water, there was debris. All the immature fruits that were floating were cleaned manually later. Figure 17 shows the before and after samples of berries using the cleaning system.
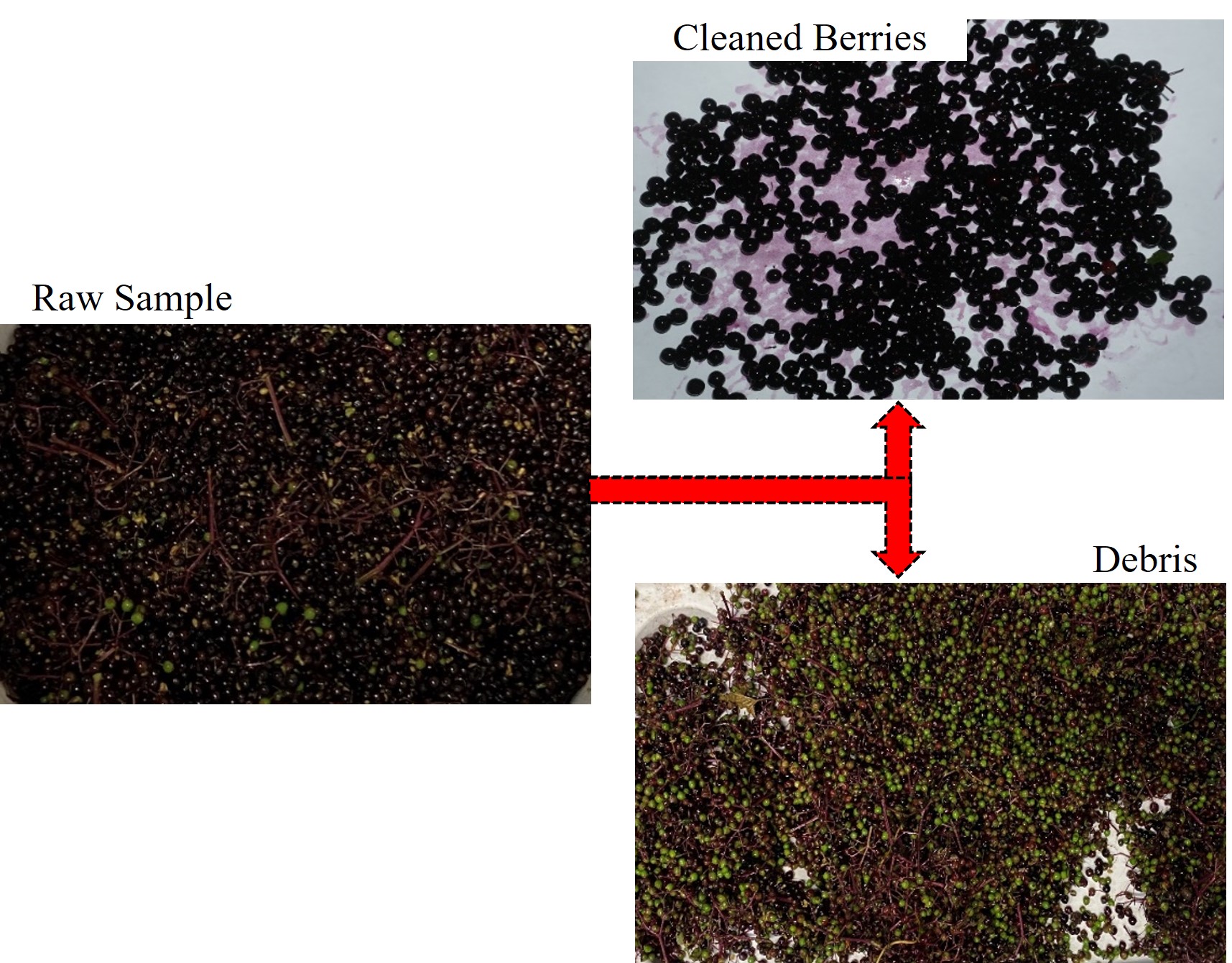
Figure 17. Elderberry cleaning process.
Educational & Outreach Activities
Participation summary:
The project started from May 2019 and we were focusing on the system development.
Activities in 2019:
(1) Attended the workshop to introduce and kick off the project. There were around 100 farmers and potential farmers from Missouri, neighboring states and Canada, England. The photo below recorded the geographical distribution of participants.
(2) Worked with local farmers and professionals to develop and demonstrate the elderberry processing system.
a) Elderberry destemer: can upgrade to automation system in future objects.

b) Current manual handling (sanitizing and rinsing) elderberries. We will upgrade to automated system in this project

Conveyor belt for the handling system.

A video clip shows how it works: transmit fruits from one bin to another automatically.
Report for 2020:
We planned to complete the elderberry handling system in and spring of 2020 and test it in the summer of 2020. The Covid-19 impacted the progress due to the engineer who was working on this got some health issues. Although the work resumed in the later 2020, some parts were not available due to the restrictions of importing from countries outside US and we had to change our original design. In addition, there were some issues of in the collaboration with collaborators. We expect to address this and figure them out in 2021 summer.
The activities conducted in 2020 include:
- Sample of elder berries were taken for quantifying their firmness, retaining force and quality.
- New design was completed in the late 2020
- plans were made for 2021.
- One conference abstract was created and will be presented in 2021 ASABE conference.
- fact sheets and papers will be published.
Report for 2021:
Demonstrated the system to farmers at mid-Missouri and southern Missouri.
Completed the design and prototypes of the system.
Report for 2022:
1. Participated the 2022 Great Plains Growers Conference at St. Joseph, MO.
- Activity: Conducted a presentation about the development and use of the automated elderberry fruit handling system
- Presentation: Zhou, Jianfeng. 2022. Developing an efficient fruit handling system for elderberries. A presentation to the Great Plains Growers Conference - 2022 Conference. St. Joseph, MO. January 7, 2022.
- Participants:
-
- Four educators from universities in NCR, including University of Missouri, Kansas State University, Iowa State University and University of Illinois Urbana-Champaign.
- 10 + farmers from NCR states.
- Here is a video of our presentation at the Great Plains Growers Conference: https://youtu.be/MVMEbp-pAyQ
2. Demonstration and presentation
2.1 Activity 1: Demonstrate the developed system to famers
- Time and location: June 5 – 6, 2022, at Columbia, MO
- Participants:
- More than 10 educators from universities in NCR, including University of Missouri, Lincoln University of Missouri, University of Wisconsin – Madison and Savanna Institute.
- 40 + farmers from NCR states.





2.2 Activity 2: Presentation
- Time and location: June 6, 2022, at Columbia, MO
- Participants:
- More than 5 educators from universities in NCR, including University of Missouri, Lincoln University of Missouri, and others.
- 80 + farmers from NCR states.
In progress:
- One manuscript is under development.
- Videos will be uploaded to Youtube.
- Continue improving the fruit handling system.
- Integrate the system to harvesters.
Learning Outcomes
Food safety and handling
mechanical and automation technologies
Project Outcomes
The project is highly relevant to the NCR SARE’s broad-based outcomes and in high potential to benefit regional farmers. We are expecting that the project will contribute to the agricultural sustainability in the following aspects:
(1) Improving the profitability of farmers and associated agricultural businesses. An automation solution will reduce labor intensity and improve elderberry handling ability. Timely processing of harvested fruit will reduce the potential crop losses and allow fruits to be processed in optimal time period that leads to the maximum product value. The adoption of automation solution will ultimately boost the elderberry industry and other native crops in NCR of US and other areas.
(2) Enhancing the quality of life for farmers, communities, and society. Delivery of mechanical and automation solutions will reduce labor intensity and improve the efficiency so that release farmers from long-time and hazard field conditions, such as serious heat and dusty stress, potential injury of hands, etc. to improve their life quality.
(3) Benefit the sustainability of regional agriculture and ecosystem. Adoption of native crops that are part of the ecosystem in regional areas to commercial crops will benefit the regional ecosystem.